Изобретение относится к области заготовительно-штамповочного производства, в частности, к раскройному оборудованию, предназначенному для раскоря методом высечки листовых материалов из высокопрочных нержавеющих сталей и сплавов титана.
Известные высечиые станки содержат неподвижно закрепленную в державке матрицу, установленную в нижней части станины станка, и пуансон, закрепленный в державке, установленной в ползуне, который перемещается в направляющих верхней части станины станка.
Целью изобретения являются разгрузка ползуна от воздействия боковых сил и повышение срока службы направляющих, пуансонов и матриц.
Для этого в державке, которая закреплена в ползуне под хвостовой частью пуансона выполняется посадочное отверстие, поперечное сечение которого больше поперечного сечения пуансона, а поперечное сечение направляющего отверстия съемника выполняется равным поперечному сечению направляющей части пуансона.
Для точной и быстрой установки пуансона предусмотрен узел крепления пуансона и фиксации его относительно ползуна, а для точной и быстрой установки державки с матрицей предусмотрены узлы крепления и фиксации
державки относительно нижней части станины.
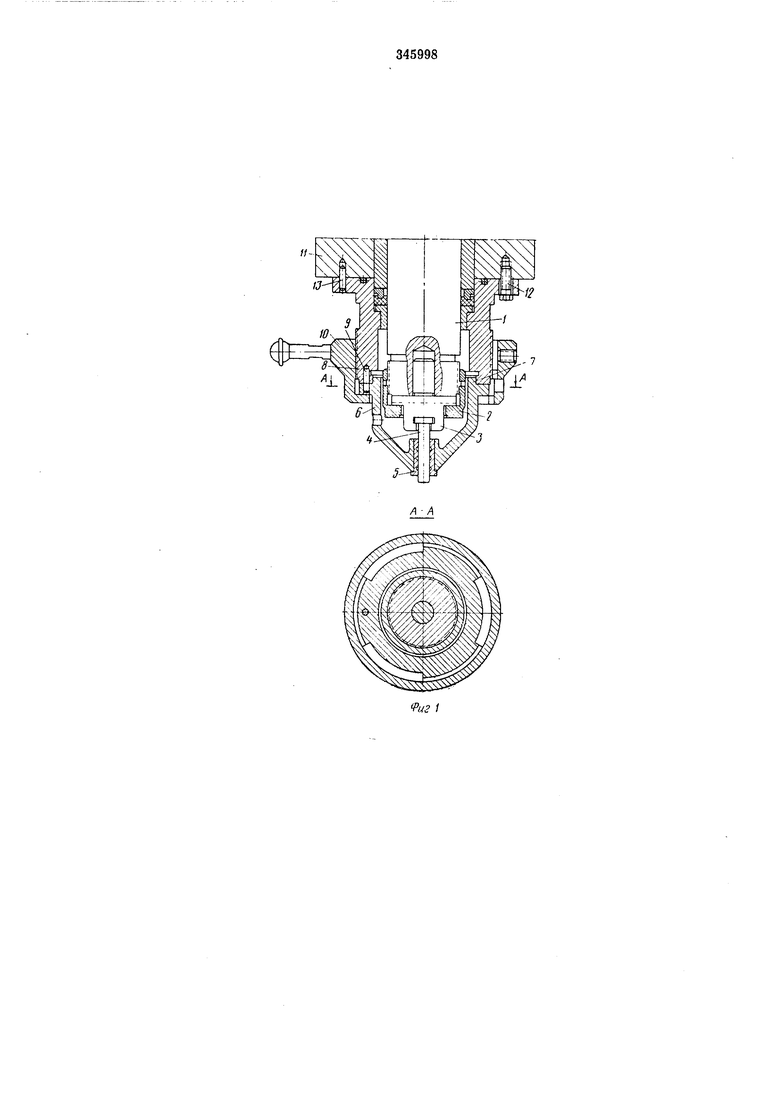
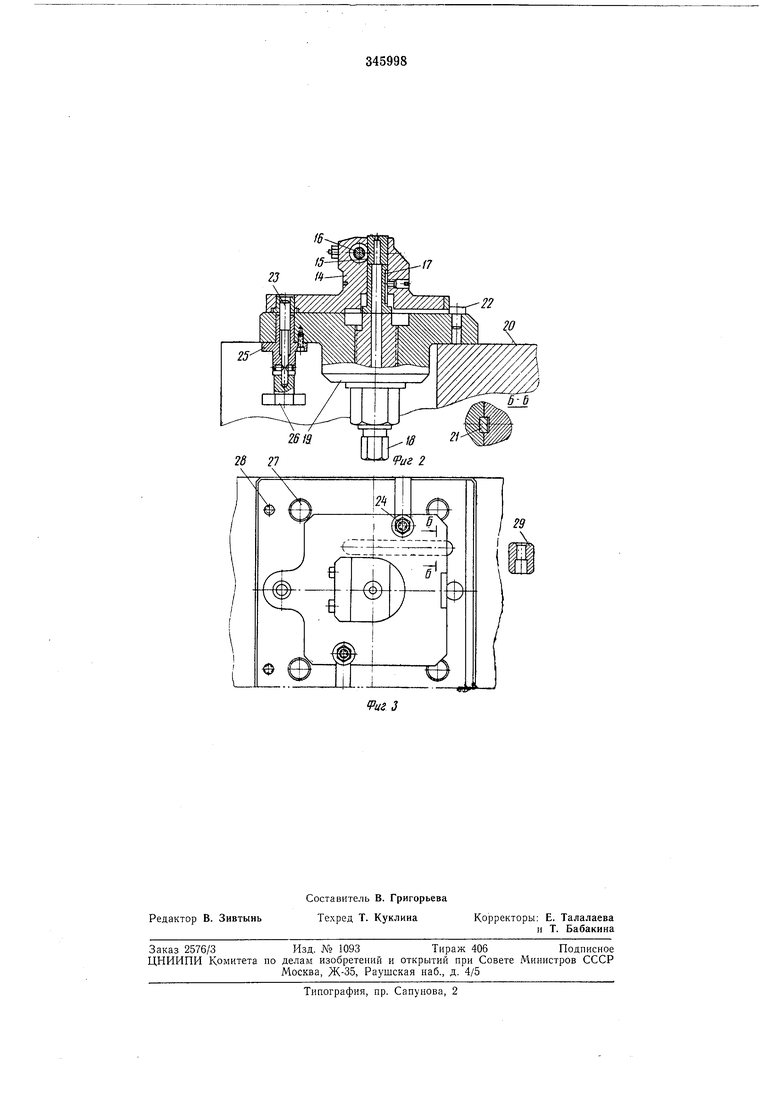
На фиг. 1 изображен продольный разрез узла крепления пуансона к верхней части станка; на фиг. 2 - продольный разрез узла крепления державки с матрицей к нижней части станка; на фиг. 3 - вид в плане на фиг. 2.
К ползуну / станка прикреплена гайкой 2 державка 3. В Т-образный паз державки 3 с зазором установлен пуансон 4, направленный во втулку 5, диаметр направляющего отверстия которой, выполнен по 2-му классу точности и равен диаметру направляющей части пуансона 4. Направляющая втулка 5 запрессована в съемник 6, на верхнем торце которого выполнен кольцевой выступ 7, в.ходящий в отверстие корпуса 8 с запрессованным в нем фиксирующим щтнфтом 9. Съемник 6 крепится к корпусу 8 гайкой 10 с помощью байонетного соединения. Корпус 8 крепится к верхней части // станины станка болтовым соединением 12 и фиксируется штифтом 13.
В посадочном отверстии державки 14, выполненном по 2 классу точности, установлена и закреплена тангенциальным зажимом 16 матрица 15. Матрица 15 опирается нижним торцом на торец втулки 17, которая, в свою очередь, опирается торцом на торец винта 18, ввернутого в плиту 19, закрепленную на нижней части 20 станины станка. Державка И
фиксируется относительно плиты 19 шпонкой 21, упором 22 и фиксатором 23 и, кроме того, крепится болтами 24. Фиксатор 23 размещен в корнусе 25. На нижнем конце фиксатора 23 закреплена ручка 26. Плита 19 кренится на нижней части станины станка болтами 27 и фиксируется штифтами 28.
Настройку станка нроизводят слсдуюш,им образом. ,
В посадочное отверстие державки 14, закрепленной на плите 19, вместо матрицы 15 вставляют и закрепляют тангенциальным зажимом 16 фиксирующую втулку 29. Пуа)сои 4, закрепленный с державкой 14 в ползуне 1 станка, вводят в отверстие фиксирующей втулки 29. В таком ноложении нлиту 19 закрепляют на нижней части 20 станины станка вначале болтами 27, а затем контрольными щтифтами 28. Носле этого нуансон 4 выводят -из отверстия фиксирующей втулки 29. Тангенциальный зажим 16 ослабляется, фиксирующая втулка 29 выводится из державки 14 и в державку вставляется матрица 15.
Станок работает следующим образом.
Носле включения привода станка ползун / соверщает возвратно-постунательное двнжение, задавая обрабатываемому листу прерывистые перемещения на щаг относительно пуансона. С помощью копировального устройства или системы программного управления осуществляется носледовательная высечка детали необходимого геометрического контура. Отходы в виде сегментов удаляются через отверстия матрицы 15, втулки 17 и виита 18. Съем обрабатываемого листа с пуансона производится втулкой 5 съемника 6 при ходе ползуна / с пуансоном 4 вверх.
Нредмст изобретения
1. Высечиой станок, содержащий перемещаемый в наиравляющих верхней части стаиины ползун с закрепленной в нем державкой с посадочным отверстием для хвостовой части пуансона, устанавливаемого с возможностью быстрого съема и направляемого съемником, закрепленным в верхней части станины, в
нижней части которой расположена сменная матрица, отличающийся тем, что, с целью разгрузки ползуна от воздействия боковых сил, увеличения долговечности направляющих его перемещения и повыщения стойкости пуансоИОВ и матриц при обработке высокопрочных материалов, в частиости, сталей и титановых сплавов, съемник снабжен элементами, центрирующими его относительно ползуна, посадочное отверстие в державке выполнено с
поперечным сечением больще поперечного сечення хвостовой части нуаисона, а нонеречное сечение направляющего отверстия съемника равно ноиеречпому сечению нанравляющей части пуансона.
2. Станок но п. 1, отличающийся тем, что, с целью обеспечения быстросменности съемника и соосности пуансона относительно ползуна, съемник связан с верхней частью станины через охватывающий ползун и закреплениый на верхней части станины корпус, с которым съемник соединен резьбовым соединеиием и фиксирующими деталями.
3. Станок но ц. 1, отличающийся тем, что, с целью точной и быстрой установки и крепления матрицы, она расположена в державке, установленной с возможностью съема на плите, жестко соединенной с нижией частью станины и связанной с ней фиксатором.
It
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обжима трубчатых заготовок | 1986 |
|
SU1388153A1 |
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
| Автомат для изготовления изделий из проволоки | 1990 |
|
SU1719141A1 |
| Узел крепления пуансона штампа | 1979 |
|
SU835571A1 |
| Штамп для обработки участков боковой поверхности изделий | 1984 |
|
SU1181753A1 |
| Станок для формообразования фланцев на цилиндрических заготовках | 1990 |
|
SU1779437A1 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1984 |
|
SU1205968A1 |
| Штамп последовательного действия | 1973 |
|
SU469516A1 |
| Пресс-форма для формирования деталей низа обуви | 1974 |
|
SU506387A1 |
| ШТАМП ЛАРИНА ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ | 1995 |
|
RU2129930C1 |