Изобретение относится к области станкостроения, в частности, к приводам координатных перемещений станков для сверления печатных плат, применяемых в радиопромышленности.
Известны приводы координатных перемещений станков с числовым программным управлением для сверления плат печатного монтажа, включающие связанные с ходовыми винтами муфты фиксированного угла поворота.
Предлагаемый привод, по сравнению с известными обеспечивает максимальную скорость координатных перемещений независимо от величины шага координатной сетки за счет того, что в качестве муфт фиксированного угла поворота применены 1/п-оборотные реверсивные роликовые муфты двустороннего действия, которые установлены непосредственно на ходовых винтах, шаг которых выполнен равным произведению дискретного шага координатной сетки на количество фиксированных положений упомянутых муфт.
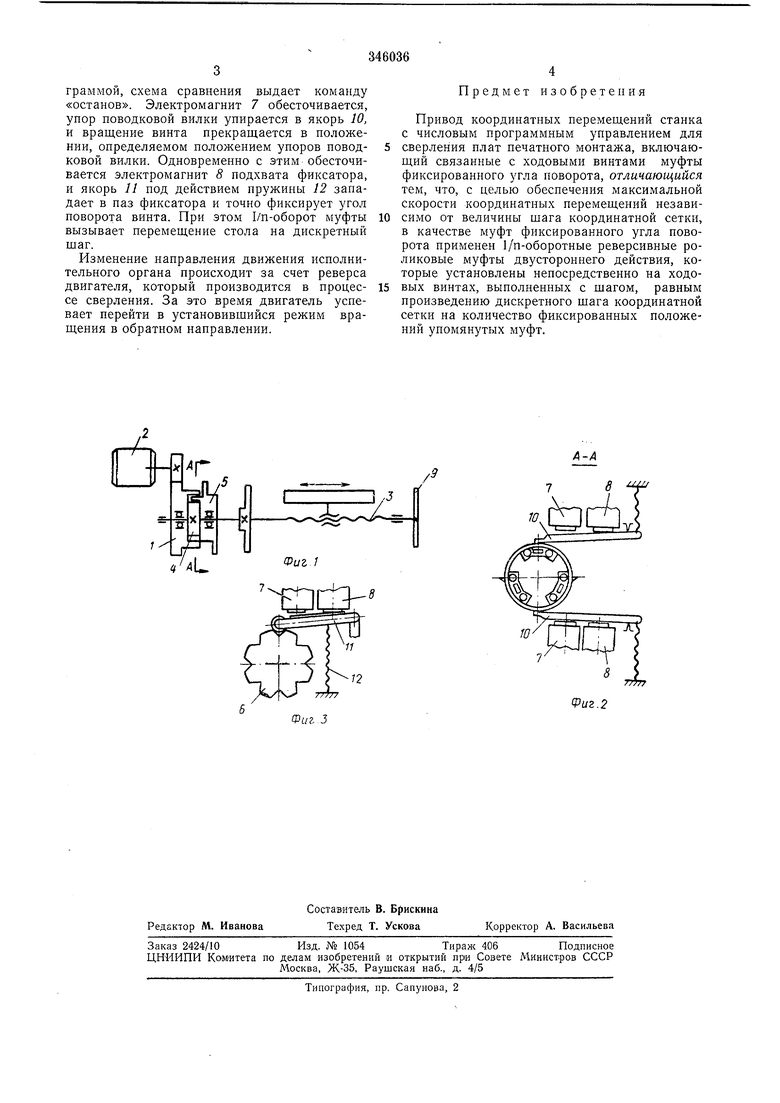
На фиг. 1 приведена кинематическая схема описываемого привода; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - изображен фиксатор точного останова поворота ходового виита.
роликами, заклиненными усилиями пружин между обоймой и ступицей 4, сидящей на ходовом винте. Останов поворота ходового винта в заданном положении производят с помощью поводковой вилки 5, имеющей п упоров на наружном диаметре.
Точность останова достигается симметричным фиксатором 6, сидящим на ходовом
винте. Электромагнит 7 для прямого вращения управляет 1/п-оборотной муфтой от системы программного управления, а электромагнит 8 для обратного вращения - фиксатором. Датчик 9 обратной связи, установленный на ходовом винте, выдает сигнал в начале каждого нового угла поворота 1/п-оборотной муфты.
Работа описанного привода осуществляется следующим образом.
От непрерывно вращающегося электродвигателя 2 вращение передается через зубчатую пару обойме 1/п-оборотной муфты.
При подаче напряжения якоря электромагнитов 7 и 8 притягиваются и муфта заклинивается, передавая вращение от обоймы к ходовому винту 3. При этом датчик 9 обратной связи в процессе перемещения стола вырабатывает импульсы на каждый шаг пере.мещения, а счетчик фиксирует поступающие имграммой, схема сравнения выдает команду «останов. Электромагнит 7 обесточивается, упор поводковой вилки упирается в якорь 10, и вращение винта прекращается в положении, определяемом положением упоров поводковой вилки. Одновременно с этим обесточивается электромагнит 8 подхвата фиксатора, и якорь 11 под действием пружины 12 западает в паз фиксатора и точно фиксирует угол поворота винта. При этом 1/п-оборот муфты вызывает перемещение стола на дискретный шаг.
Изменение направления движения исполнительного органа происходит за счет реверса двигателя, который производится в процессе сверления. За это время двигатель успевает перейти в установившийся режим вращения в обратном направлении.
Предмет изобретения
Привод координатных перемещений станка с числовым программным управлением для сверления плат печатного монтажа, включающий связанные с ходовыми винтами муфты фиксированного угла поворота, отличающийся тем, что, с целью обеспечения максимальной скорости координатных перемещений независимо от величины шага координатной сетки, в качестве муфт фиксированного угла поворота применен 1/п-оборотные реверсивные роликовые муфты двустороннего действия, которые установлены непосредственно на ходовых винтах, вынолненных с шагом, равным произведению дискретного шага координатной сетки на количество фиксированных положений упомянутых муфт.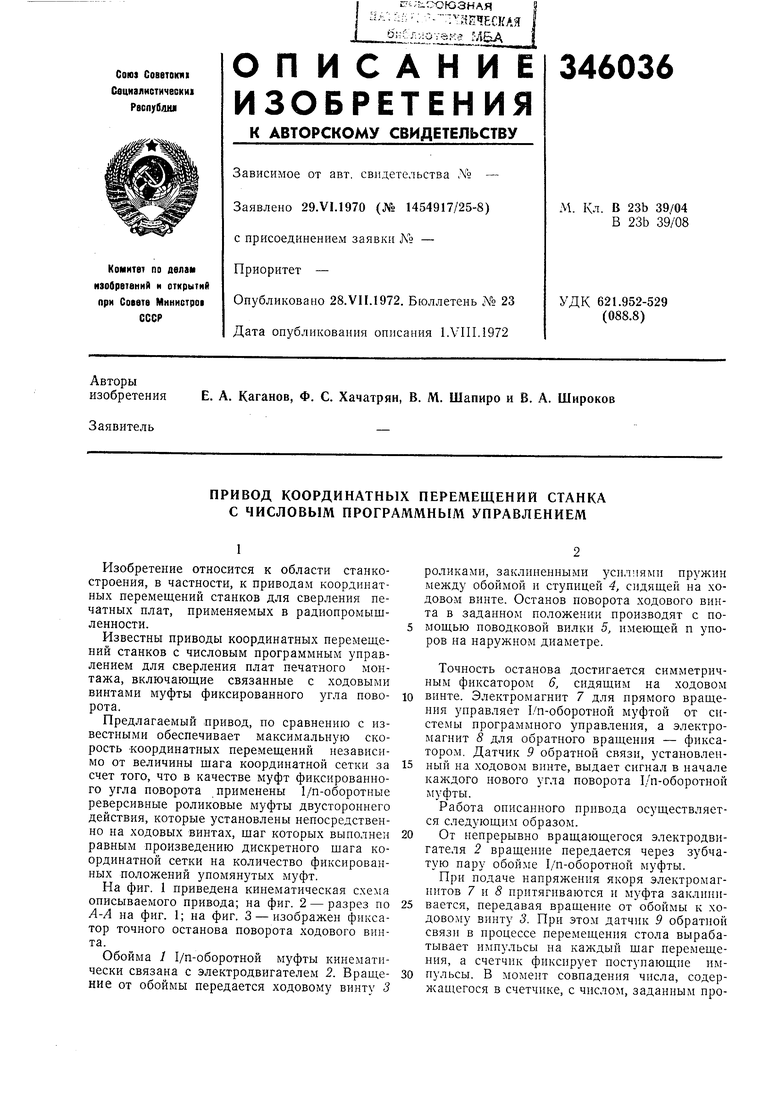
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОДВИЖНЫХ ОРГАНОВ СТАНКОВ12 | 1973 |
|
SU366056A1 |
| АВТОМАТИЧЕСКИЙ УНИВЕРСАЛЬНЫЙ | 1967 |
|
SU194517A1 |
| СПОСОБ ОСТАНОВКИ РАБОЧИХ ОРГАНОВ СТАНКОВ С ПРОГРАММНЫМ УПРАВЛЕНИЕМ | 1968 |
|
SU207638A1 |
| ЭЛЕКТРОМЕХАНИЧЕСКОЕ УСТРОЙСТВО ПРОГРАММНОГОУПРАВЛЕНИЯ | 1968 |
|
SU221463A1 |
| СИСТЕМА ЧИСЛОВОГО ПРОГРАММНОГО УПРАВЛЕНИЯ МЕТАЛЛОРЕЖУШИМИ СТАНКАМИ | 1972 |
|
SU344933A1 |
| Система программного управления станком | 1978 |
|
SU867531A1 |
| ^ИалИОТЕНА | 1973 |
|
SU376180A1 |
| УСТРОЙСТВО СВЕРЛИЛЬНО-ФРЕЗЕРНОЕ УСФ | 2006 |
|
RU2309821C1 |
| Станок для шаговой подачи листовой резины на обработку | 1972 |
|
SU438547A1 |
| Устройство для крепления в шпинделе станка инструмента | 1980 |
|
SU917969A1 |
Фиг 3
А-А
Фиг.2
