Известны системы числового программного управления металлорежущими станками, например, для сверления отверстий в печатных платах, в которых блок ввода программы соединен через блок сравнения с датчиком обратной связи, а со сверлильной головкой соединен датчик конца обработки.
В известных системах, оснащенных вводными устройствами параллельного действия, кадр программы считывается за одну протяжку перфоленты. Таким образом, число протяжек равно количеству кадров в программе. Кроме того, при отсутствии в системе запоминающих устройств время смены кадра входит во время цикла обра-ботки и, таким образом, снижает производительность работы станка.
Цель изобретения - уменьшение влияния указанных недостатков на эксплуатационные характеристики станка с системой программного управления.
Достигается это путем считывания за одну протяжку нескольких кадров программы с последующей обработкой их в порядке, задаваемом распределителем, соединенным с датчиком сверлильной головки.
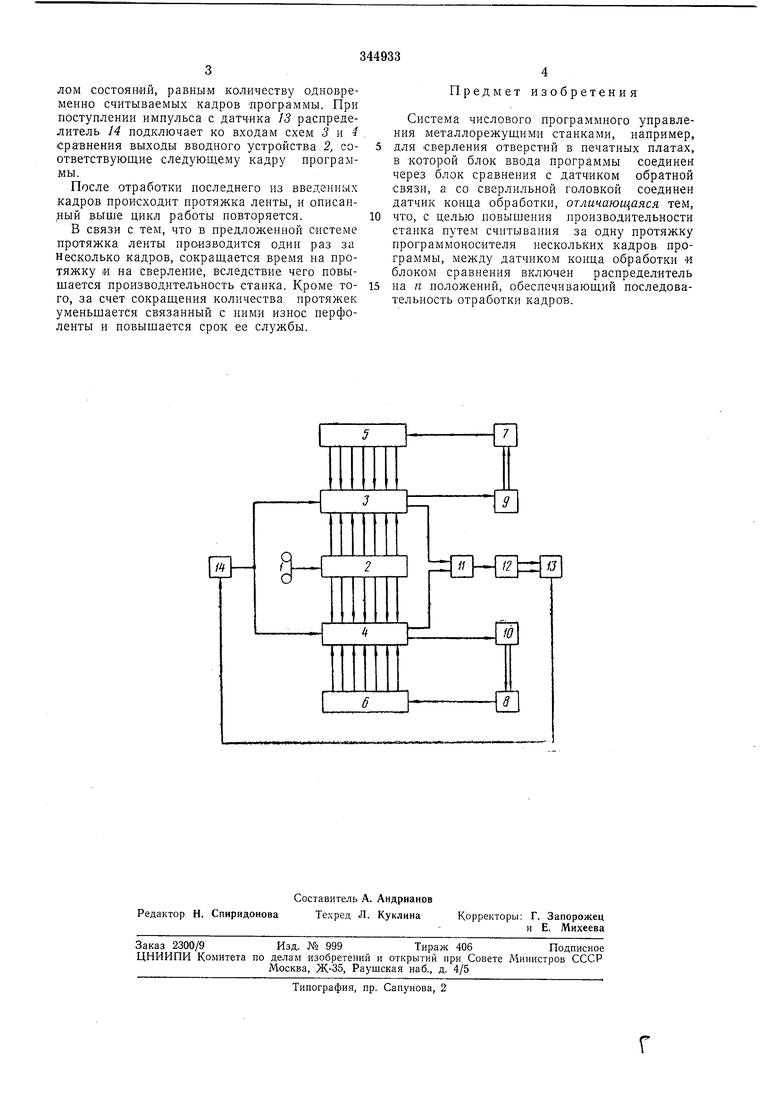
тему при помощи вводного устройства 2 параллельного действия, соединенного со схемами 3, 4 сравнения координат, к другим входам которых подключены соответствующие
разряды счетчиков 5 и 6, осуществляющих счет импульсов, поступающих от датчиков 7 и 8. Датчики 7 и 8 кинематически связаны с ходовыми виптами соответствующих координат, ириводимыми во вращение от двигателей
через однооборотные муфты 9 и 10. Перемещения по координатам ироисходят до совпадения кодов, заданных ио программе, с кодами, поступающими на схемы о и 4 сравнения со счетчиков 5 и 6.
В моменты совпадения кодов на однооборотные муфты 9 и 10 от соответствующих схем сравнения поступают команды на останов. После окончания отработки координагиых перемещений по обеим координатам схема «И 11, соединенная со схемами 3 и 4 сравнения, выдает команду на сверлильную головку 12 для осуществления цикла сверлеиия.
Подача ииструмента осуществляется при
помощи кулачкового механизма от однооборотной муфты, с которой связан датчик 13 сверлильной головки, вырабатывающий импульс в конце цикла сверления. Импульс с датчика 13 поступает на распределитель 14,
лом СОСТОЯНИЙ, равным количеству одновременно считываемых кадров программы. При поступлении импульса с датчика /5 распределитель 14 подключает ко входам схем 5 и сравнения выходы вводного устройства 2, соответствующие следующему кадру программы.
После отработки последнего из введенных кадров происходит протяжка ленты, и описан ый выше цикл работы повторяется.
В связи с тем, что в предлолсенной системе протяжка ленты производится один раз за Несколько кадров, сокращается время на протяжку и на сверление, вследствие чего повышается производительность станка. Кроме того, за счет сокращения количества протяжек уменьшается связанный с ними нзнос перфоленты и повышается срок ее службы.
Предмет изобретения
Система числового программного управления металлорежущими станками, например, для сверления отверстий в печатных платах, в которой блок ввода программы соединен через блок сравнения с датчиком обратной связи, а со сверлильной головкой соединен датчик конца обработки, отличающаяся тем,
что, с целью повышения производительности станка путем считывания за одну протяжку программоносителя нескольких кадров программы, между датчиком конца обработки и блоком сравнения включен распределитель
на п положений, обеспечивающий последовательность отработки кадров.