Известны станки с программным управлением, в которых установку заданной координаты осуществляют с перебегом рабочего органа и последующим его возвращением в заданную точку.
По описываемому способу остановки рабочих органов станков с программным управлением производят точный останов рабочего органа в заданном узле координатной сетки независимо от точности подачи управляющего сигнала в пределах одного шага, для чего команду на останов подают только в узле сетки, а получаемый гарантированный перебег и шаг компенсируют одновременным включением муфты на один оборот.
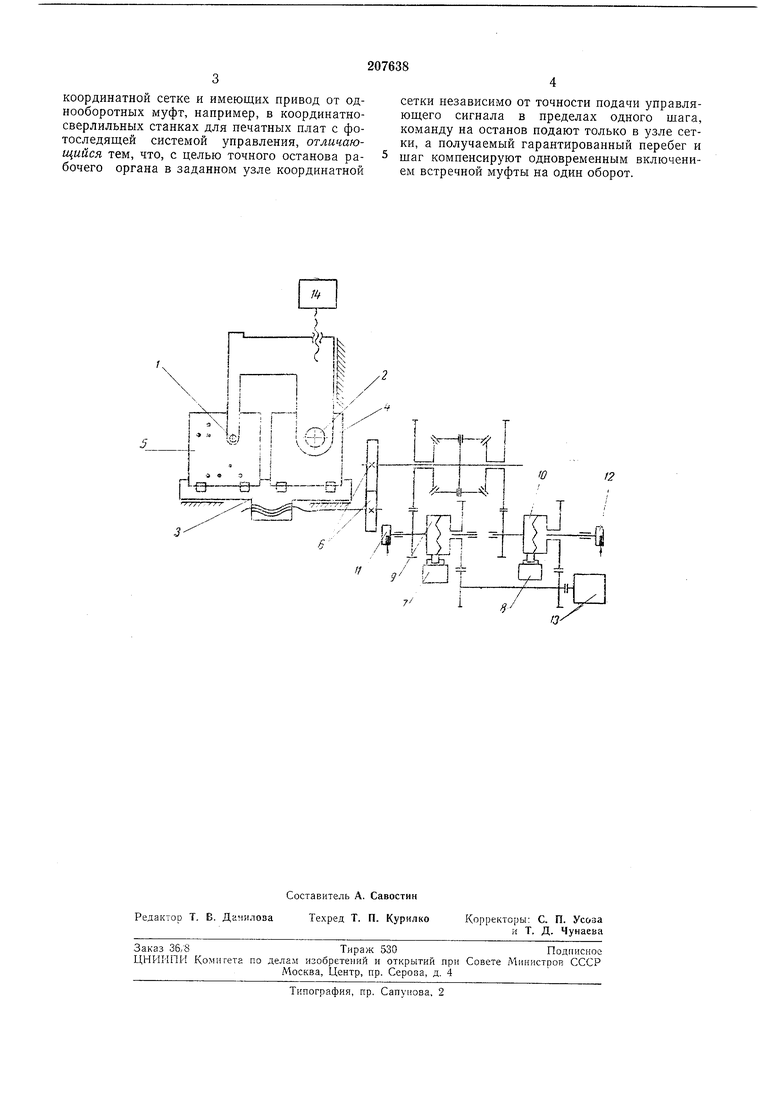
На чертеже изображена кинематическая схема устройства для сверления описываемым способом отверстий, например, в плате с печатным монтажом.
В точке 1 размещено фотоследящее устройство с осветителем, в точке 2 - устройство для обработки отверстий. На каретке 3, которая может перемещаться вдоль строки программоносителя, закрепляют обрабатываемую деталь 4 и программоноситель 5 и перемещают ее шаговым приводом через сменные щестерни 6. Шаговый привод содержит управляемые магнитами 7 и 8 однооборотные муфты 9 и 10, снабженные датчиками 11 и 12. Ведущие части муфт постоянно вращаются электродвигателем 13. При этом один оборот каждой муфты вызывает перемещение каретки 3 на один шаг в ту или другую сторону. Для перемещения следящего устройства и устройства для обработки отверстий в направлении, перпендикулярном направлению строк программоносителя, служит аналогичный механизм 14.
При включении одной из муфт каретка 3 с деталью и программоносителем двигается непрерывно с большой скоростью относительно фотоследящего устройства и устройства обработки. При совпадении отверстия в программоносителе с фотоследящим устройством последнее дает команду на остановку каретки. При этом включаются муфты прямого хода и обратного хода, причем последняя на один шаг компенсируя перебег в прямом направлении. Вследствие этого каретка останавливается точно в заданной точке.
Для исключения сбоев, которые могут возникнуть при смещении отверстий на программоносителе, датчики // и 12 включают фото следящее устройство только в месте линии сетки.
координатной сетке и имеющих привод от однооборотных муфт, например, в координатносверлильных станках для печатных плат с фотоследящей системой управления, отличающийся тем, что, с целью точного останова рабочего органа в заданном узле координатной
сетки независимо от точности подачи управляющего сигнала в пределах одного щага, команду на останов подают только в узле сетки, а получаемый гарантированный перебег и щаг компенсируют одновременным включением встречной муфты на один оборот.
| название | год | авторы | номер документа |
|---|---|---|---|
| ^ИалИОТЕНА | 1973 |
|
SU376180A1 |
| СИСТЕМА ЧИСЛОВОГО ПРОГРАММНОГО УПРАВЛЕНИЯ МЕТАЛЛОРЕЖУЩИМИ СТАНКАМИ | 1971 |
|
SU319382A1 |
| СИСТЕМА ЧИСЛОВОГО ПРОГРАММНОГО УПРАВЛЕНИЯ МЕТАЛЛОРЕЖУШИМИ СТАНКАМИ | 1972 |
|
SU344933A1 |
| ПРИВОД КООРДИНАТНЫХ ПЕРЕМЕШЕНИЙ СТАНКА С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ | 1972 |
|
SU346036A1 |
| АВТОМАТ ДЛЯ КЛЕЙМЕНИЯ И РАЗМЕТКИ ДЕТАЛЕЙ | 1967 |
|
SU216469A1 |
| ЭЛЕКТРОМЕХАНИЧЕСКОЕ УСТРОЙСТВО ПРОГРАММНОГОУПРАВЛЕНИЯ | 1968 |
|
SU221463A1 |
| Система программного управления сварочно-наплавочными станками | 1961 |
|
SU143181A1 |
| ГИДРАВЛИЧЕСКАЯ ПОЗИЦИОННАЯ СИСТЕМА ПРОГРАММНОГО УПРАВЛЕНИЯ | 1967 |
|
SU204409A1 |
| Система числового программногоупРАВлЕНия "TPACCA-Кп | 1979 |
|
SU813371A1 |
| УСТРОЙСТВО для КОДИРОВАНИЯ и ВОСПРОИЗВЕДЕНИЯ КАРТ ПОТЕНЦИАЛЬНЫХ ПОЛЕЙ | 1968 |
|
SU208345A1 |
:-дВ- |/j
О
12
