(54) УСТЮЙСТВО ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ФЕРРОМАГНИТНЫХ ДЕТАЛЕЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ
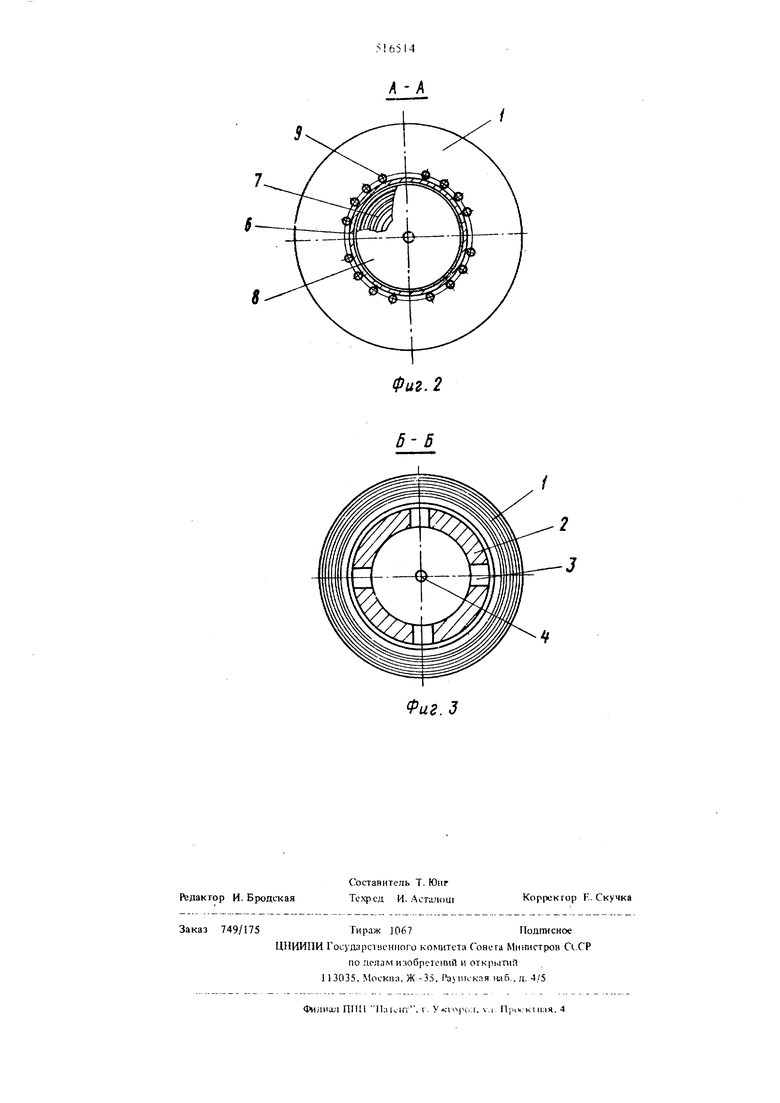
дают, и ферромагнитных полюсов 2, вьтолненных в виде полых цилиадр)в с пазами 3.
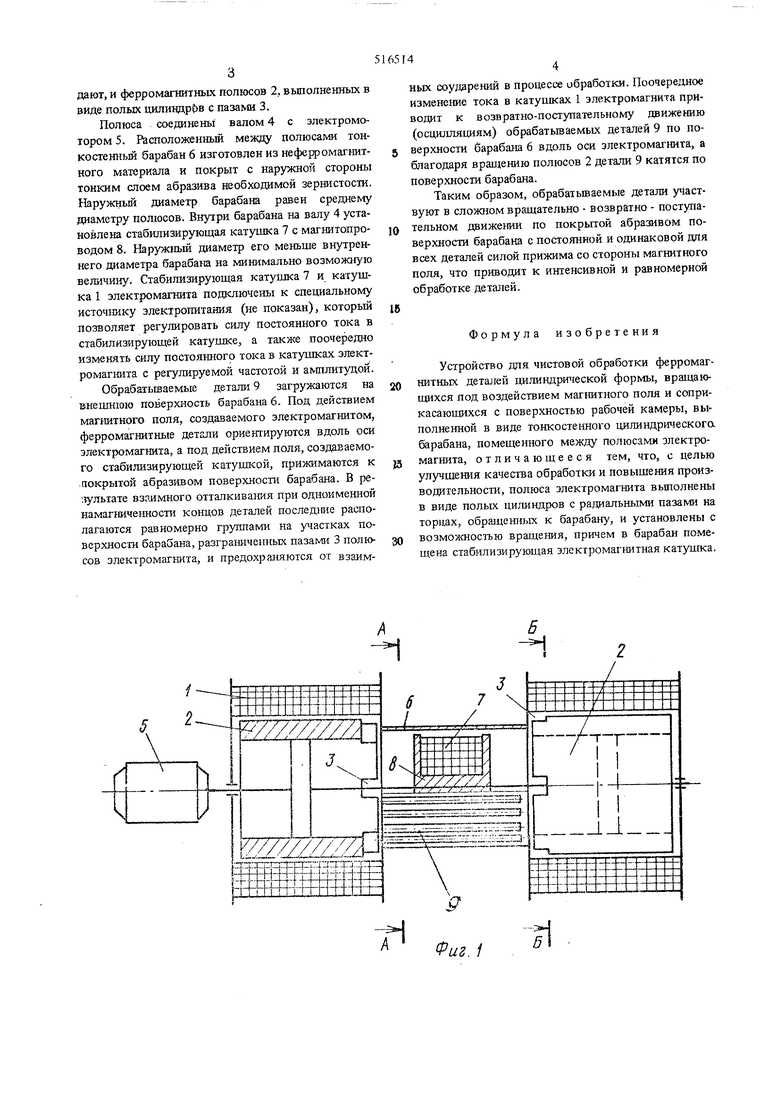
Полюса соединень валом 4 с электромотором 5. Расположенньш между полюсами тонкостенный барабан 6 изготовлен из неферромагнитного материала и покрыт с наружной стороны тонким слоем абразива необходимой зернистости. Наружньй диаметр барабана равен среднему диаметру полюсов. Внутри барабана на валу 4 установлена стабилизирующая катушка 7 с магнитопроводом 8. Наружтш диаметр его меньше внутреннего диаметра барабана на микималыю возможную величину. Стабилизирующая катушка 7 и катущка 1 электромагнита подключены к спещ1альному источнику электропитания (не показан), который позволяет регулировать силу постоянного тока в стабилизирующей катушке, а также поочередно изменять силу постоянного тока в катушках электромагнита с регулируемой частотой и амплитудой.
Обрабатьшаемые детали 9 загружаются на внешнюю поверхность барабана 6. Под действием маг1штного поля, создаваемого электромагнитом, ферромагнитные детали ориентируются вдоль оси электромагнита, а под действием поля, создаваемого стабилизирующей катущкой, прижимаются к локрытой абразивом поверхности барабана. В ре.ульгате взрлмного отталкива1В1Я при одноименной намагниченности концов деталей последние располагаются равномерно группами на y iaciKax поверхности барабана, разграниченных nasaMii 3 полюсов электромагнита, и предохраняются от взаимных соударений в процессе обработки. Поочередное изменение тока в катушках 1 электромагнита приводит к возвратно-поступательному движению (осщишяциям) обрабатьгоаемых деталей 9 по поверхности барабана 6 вдоль оси электромагнита, а благодаря вращению полюсов 2 детали 9 катятся по поверхности барабана.
Таким образом, обрабатьшаемые детали участвуют в сложном вращательно - возвратно - поступательном движении по покрытой абразивом поверхности барабана с постоянной и одинаковой для всех деталей силой прижима со стороны магнитного поля, что приводит к интенсивной и равномерной обработке деталей.
15
Формула изобретения
Устройство дпя чистовой обработки ферромагнитных детшгей цилиндршюской формы, вращающихся под воздействием магнитного поля и соприкасающихся с поверхностью рабочей камеры, выполненной в виде тонкостенного дияиндрическога барабана, помещенного между полюсами электромагнита, отличающееся тем, что, с целью улучшения качества обработки и повышения производительности, полюса электромагнита выполнены в виде полых цилиндров с радиальными пазами на торцах, обршценных к барабану, и установлены с возмояшостью вращения, причем в барабан помещена стабилизирующая электромагнитная катушка.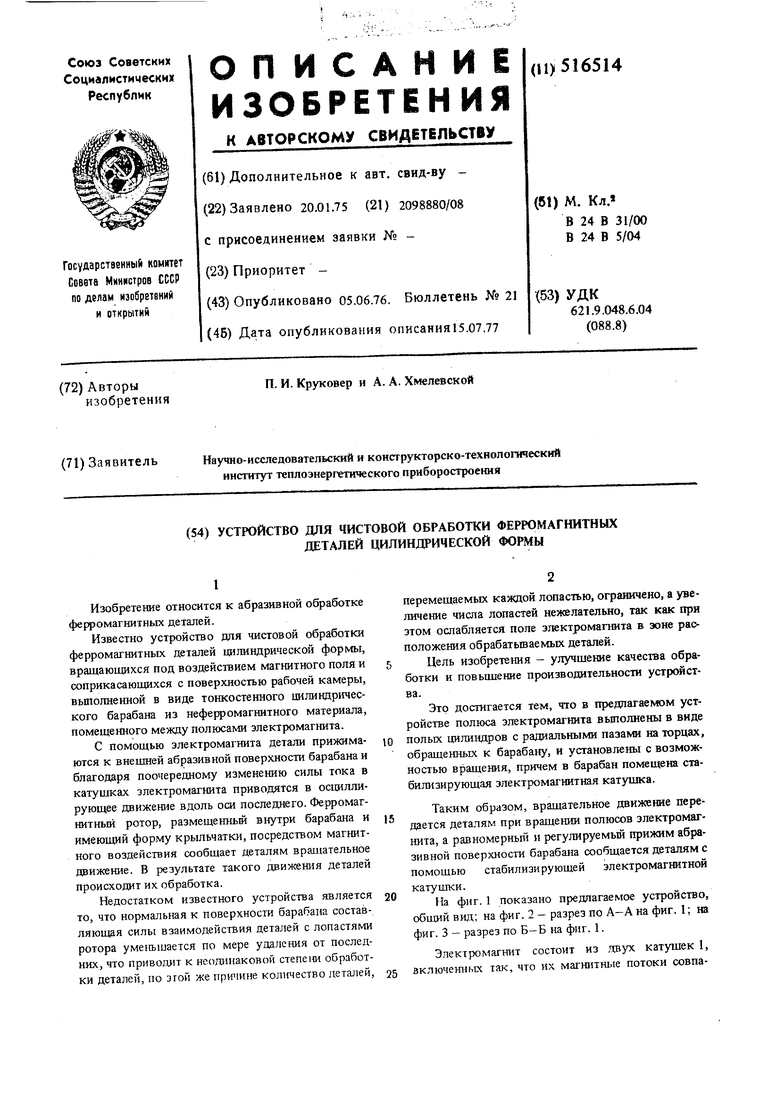
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ ОБРАБОТКИФЕРРОМАГНИТНЫХ ДЕТАЛЕЙЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1972 |
|
SU428927A1 |
| Устройство для чистовой обработки ферромагнитных деталей | 1980 |
|
SU856767A1 |
| Устройство для магнитно-абразивной обработки | 1971 |
|
SU657978A1 |
| Устройство для обработки в псевдоожиженном абразивном слое | 1980 |
|
SU979089A1 |
| Устройство для чистовой обработки деталей | 1980 |
|
SU891293A1 |
| Устройство для обработки тонкостенных цилиндрических деталей | 1984 |
|
SU1140888A1 |
| Устройство для нанесения покрытий из ферромагнитных порошков | 1988 |
|
SU1627352A1 |
| Установка для нанесения покрытий ферромагнитными порошками | 1978 |
|
SU742119A1 |
| ЭЛЕКТРОМЕХАНИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ИЗМЕЛЬЧЕНИЯ И ПЕРЕМЕШИВАНИЯ ПИЩЕВЫХ ПРОДУКТОВ | 1992 |
|
RU2045194C1 |
| Установка для чистовой обработки ферропорошками в магнитном поле | 1976 |
|
SU663565A1 |
/4
Б (Риг. 1
Фиг. J
