Известеи способ электроискрового шлифоваиия токопроводящи.х материалов металлоабразивиыми кругами, по которому в одиом процессе совмещается и абразивный съем, и электроэрозионный.
ПрИ этом действию электроэрозии нодвергается сама связка, в результате чего нроисходит восстановление режущих свойств металлоабразивного круга-элект;рода За счет удаления металла вокруг абразивных зерен. Недостаткам.и такого сиособа являются механический изиос абразива, его выпадение из связки и электроэрозионный ее износ.
Цель изобретения - значительное уменьщение износа электрода.
Для этого электрод наращивают самим обрабатываемым материалом вследствие обработки инструментом с алмазлыми зернами, выступающими из связки на величину, превыщающую величину электроискрового зазора, и с заглублением зерен в обрабатываемый материал, обеспечивающим снятие стружки не менее такой величины, которая при размещении ее на поверхности связки инструмента уменьщает электроискровой зазО;р на величину, необходимую для возникновения электрического разряда между размещенной на поверхности связки стружкой и обрабатываемой поверхностью.
да должна быть ра.вна энергии, необходимой для выплавления того объема стружки, который снимается абразивным) зернами в процессе обработки и располагается на поверхности связки И1 струмепта между абразивными зернами.
По такому способу обработки абразнвным осциллирующим или вращающимся .инструментом, например ал.мазным на токопроводящей связке, происходит налипание обрабатываемого .материала на алмазные зерна л заполнение им простра 1ства между зериами. В результате происходит искусственное наращивание электрода за счет самого обрабатываемого материала.
В процессе электроискровой обработки в микрообъемах выплавляется как сам обрабатываемый :материал, так и электрод - в данном случае не сам инструмент, а налипщий на алмазы металлический слой из материала обрабатываемой заготовки. Это приводит к очистке алмазиых зерен и восстановлению режущей способностн осциллирующего или вращающегося алмазного инструмента, который сразу же вновь «засаливается.
Такое периодическое .наращивание электрода и его электроэрозиоииый износ происходит все время в течение процесса формообразоваиия поверхности.
чае, когда энергия электроискрового («ли ut-iпульсного) разряда соответствует той, которая необходима для выплавления объемов налипшего между абразивными зернами металла.
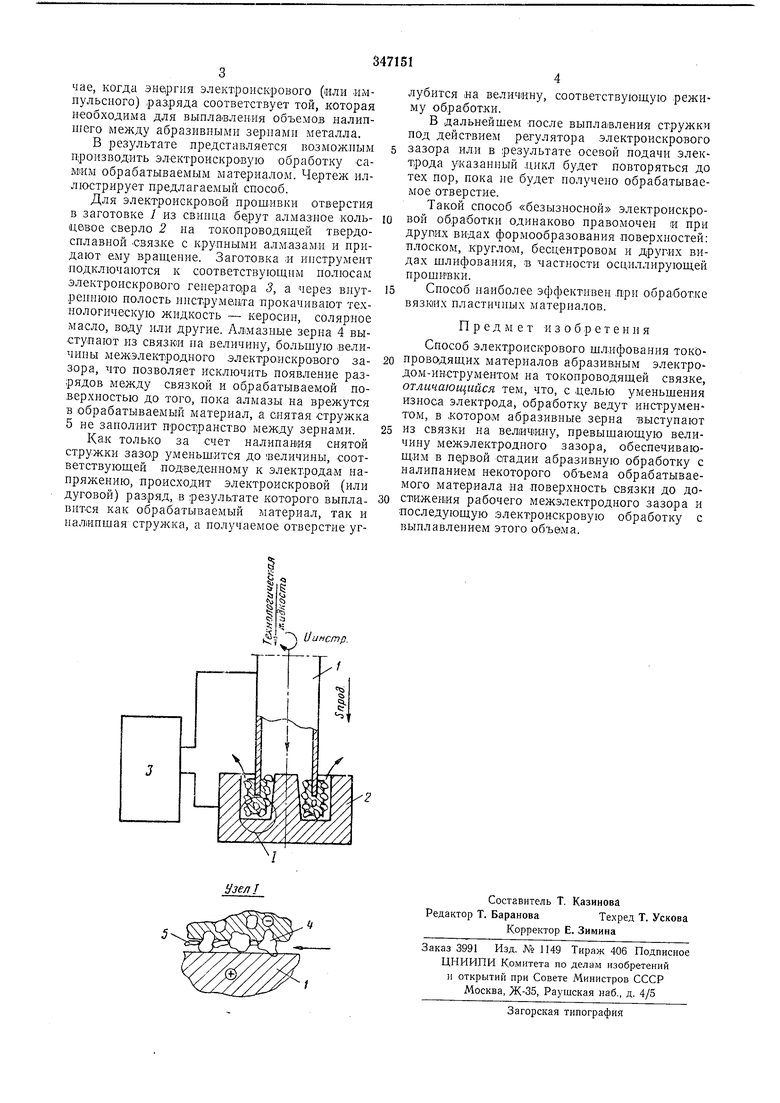
В результате представляется возможным производить электроискровую обработку саМ1ИМ обрабатываемым материалом. Чертеж иллюстрирует предлагаемый способ.
Для электроискровой прошивки отверстия в заготовке / из свинца бе;рут алмазное кольцевое сверло 2 на токонроводяш,ей твердосплавной .свяаке с крупными алмазами и придают ему враш,ение. Заготовка -и инструмент подключаются к соответствующим полюсам электроискрового генератора 3, а через внутреннюю полость инструмента прокачивают технологическую жидкость - керосин, солярное масло, воду или другие. Алмазные зерна 4 выступают на связ.ки па величину, большую величины межэлектродного электроискрового зазора, что позволяет исключить появление разрядов между связкой и обрабатываемой поверхностью до того, пока алмазы на врежутся в обрабатываемый материал, а снятая стружка 5 не заполнит пространство между зернами.
Как только за счет налипания снятой стружки зазор уменьшится до величины, соответствующей подведенному к электродам напряжению, происходит электроискровой (или дуговой) разряд, в результате которого выплавится как обрабатываемый материал, так и нал1ипшая стружка, а получаемое отверстие углубится на велич1яну, соответствующую режиму обработки.
В дальнейшем после выплавления стружки под действием регулятора электроискрового зазора или в результате осевой подачи электрода указанный дикл будет повторяться до тех пор, пока не будет получено обрабатываемое отверстие.
Такой способ «безызносной электроискровой обработки одинаково правомочен и при других видах формообразования поверхностей: плоском, круглом, бесцентровом и других видах шлифования, в частности осциллирующей прошивки.
Способ наиболее эффективен лри обработке вязких пластичных материалов.
Предмет изобретения
Способ электроискрового шлифования токопроводящих материалов абразивным электродом-инструментом на токопроводящей связке, отличающийся тем, что, с целью уменьшения износа электрода, обработку ведут инструментом, в .KOTOpoiM абразивные зерна выступают из связки на величину, превышающую величину межэлектродпого зазора, обеспечивающим в пе)рвой стадии абразивную обработку с налипанием н-екоторого объема обрабатываемого материала на поверхность связки до доснижения рабочего межэлектродного зазора и последующую электроискровую обработку с выплавлением этого объема.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ | 1972 |
|
SU331869A1 |
| Способ шлифования ферромагнитных материалов с поддержанием режущей способности круга | 1983 |
|
SU1087293A1 |
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2010 |
|
RU2432239C1 |
| Способ обработки токопроводящим абра-зиВНыМ иНСТРуМЕНТОМ | 1979 |
|
SU831482A1 |
| Способ ультразвуковой электроалмазнойОбРАбОТКи | 1979 |
|
SU831483A1 |
| Способ алмазно-электрохимического шлифования | 1980 |
|
SU1000207A1 |
| Способ электрохимической абразивной обработки детали шлифовальным кругом на токопроводящей связке | 2024 |
|
RU2822156C1 |
| Способ электрохимического шлифования | 1987 |
|
SU1590237A1 |
| Способ электрохимического шлифования | 1979 |
|
SU732113A1 |
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОКОНТАКТНОГО ЗУБОХОНИНГОВАНИЯ С ИМПРЕГНАТОРОМ | 2004 |
|
RU2273551C1 |
