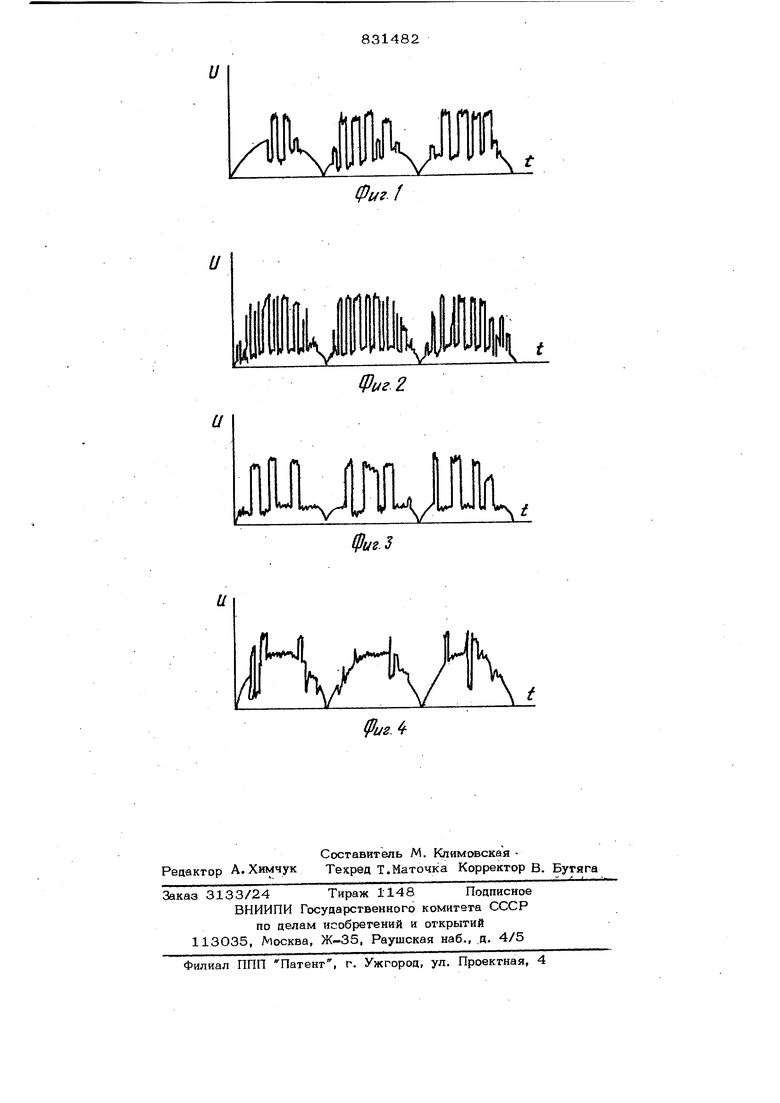
Изобретение относится к шлифованию абразивным (алмазным) кругом на токопровоцящей связке и наложением на инст румент и заготовку импульсного технологического тока. Известен способ шлифования токопровоцящим абразивным инструментом с подачей электрического.импульсного напряжения на инструмент и заготовку, при котором устанавливают амплитуду напряжения ниже необходимой для пробоя меж- электродного промежутка, осуществляемы в среде слаботокопроводяшей жидкости l Однако в этом способе имеет место контактное начало разряда. В зоне резания происходит непрерывное образование стружки, которая заполняет и перемыкает пространство между кругом и заготовкой, а также ее снижение благодаря воздействию электрических разрядов. Поскопь ку длительность подаваемых HMiiyjibCOB напряжения, как правило, больше длительности сгорания стружки, то в результате этого импульс напряжения при шлифовании дробится на импульсы меньшей длительности и соответственно большей частоты. Таким образом происходит деление частоты импульсов подаваемого напряжения. Попытки увеличения производительности шлифования в прототипе за счет форси рования скоростей движения при неизменных электрических режимах приводят к появлению длительных контактов между кругом изаготовкой. Увеличение электрических режимов, например, за счет повыше ния напряжения, ведет к образованию устойчивых дуговых разрядов, приводящих к резкому росту износа круга. В момент электрического контакта не происходит эрозионного р ;зрушения стружки, в результате чего Она начинает за- трессовываться в простр)анство между абразивными (алмазными) зернами, происходит засаливание круга. Кроме того, на зернах не образуется новых граней, а также не обнажаются новые зерна. В результате круг засаливается и затупляетя, а следовательно, уменьшается его пе- риод стойкости (отрезок времени между двумя правками) и увеличивается износ за счет вырыва этик зерен. Цель изобретения - повышение стойкости инструмента путем выбора оптималь ных величин регулируемых параметров, т. е. скорости движения инструмента и величины напряжения. Поставленная цель достигается тем, что в качестве критерия оптимальности используют отношение количества импульсов, возникающих между инструментом и заготовкой в процессе обработки к количеству подаваемых импульсов и поддержи вают этот критерий максимальным. Это позволяет весТи процесс обработки неограниченно долгое время (круг все время сохраняет высокую режущую способность) и вместе с тем относительный расход аб разивов (алмазов) на шлифование с этой производительностью является минимальным. На фиг. 1 представлены осциллограммы импульсов напряжения -1) во времени t при различных скоростях движения V при ; на фиг. 2 то же, при Vont и Uony ; на фиг. 3 то же, при фиг. Ч - то же, при U7 УОПТ Шлифование проводится следующим образом.
На инструмент (в частности шлифовальный круг) и заготовку, приводимую в движение, подают постоянное пульсирующее или импульсное напряжение. Между инст- 35 рументом и заготовкой подают рабочую жидкость. В результате возникновения контактно-41скровых неустойчивых разрядов происходит дробление первичных импульсов напряжения. При V VOPT и УОПТ (фиг. 1) критерий оптимальности К .п.nя осуществления шлифования по предлагаемому способу необходимо увеличение скорости движения цо V Qn , при которой (,щ. (фиг. 2), При скорость образования стружки равна скорости ее эрозионного разрушения. При .этом период стойкости круга неограничен. При V опт скорость образования стружки будет больше скорости ее эрозионного разрушения, в результате чего длительность электрического контакводящей среде с подачей на инструмент и заготовку импульсного напряжения, величина которого ниже напряжения пробоя межэлектродного промежутка, ocynecpBiляемый в условиях регулирования ,скррос- ти перемещения инструмента и величины напряжения, отличающийся тем, что, с целью псжышения стойкости инструмента путем выбора оптимальных величин регулируемых параметров, в качестве критерия оптималы15сти используют отношение количества импульсов, возникающих между инструментом % заготовкой в процессе обработки к коли- та увеличится, а следовательно, уменьшится k (фиг. 3). Длительные электрические контакты приводят к увеличению износа круга и понижению ттериода его стойкости. Увеличение напряжения (при достаточной мощности источника питания) при фиксированных скоростях движения приводит вновь к повышению К . Однако напряжение можно повышать только до возникновения устойчивого дугового разряда, приводящего к резкому увеличению износа круга, при этом К понижается (фиг. 4). Таким образом, зависимость между критерием |С и скоростями движения при различных электрических режимах имеет экстремальный характер. В результате использования способа найдены оптимальные соотношения между электрическими и механическими режимами. Способ может найти применение на любых металлообрабатывающих предприятиях, использующих шлифование труднообрабатываемых материалов. Формула изобретения Способ обработки токопроводящим ибразивным инструментом в слаботокопро- честву подаваемых импульсов, и поддерживают указанный критерий максимальным. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР по заявке & 26О7711/25-О8, кл. В 23 Р 1/10, 1978.
А
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки токопроводящимАбРАзиВНыМ иНСТРуМЕНТОМ и уСТРОйСТВОК шлифОВАльНОМу СТАНКу для ЕгООСущЕСТВлЕНия | 1978 |
|
SU841889A1 |
| Способ управления абразивно-электроэрозионной обработкой | 1979 |
|
SU872164A1 |
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2010 |
|
RU2432239C1 |
| Способ алмазно-электрохимического шлифования | 1980 |
|
SU1000207A1 |
| Способ алмазно-электрохимического шлифования | 1982 |
|
SU1021551A1 |
| Способ электрохимического шлифования | 1987 |
|
SU1590237A1 |
| Способ шлифования ферромагнитных материалов с поддержанием режущей способности круга | 1983 |
|
SU1087293A1 |
| Способ комбинированной обработки металлов токопроводящим абразивным инструментом | 1975 |
|
SU560725A1 |
| Способ алмазной контактно-эрозионной обработки | 1983 |
|
SU1220906A1 |
| Способ электрохимического шлифо-ВАНия | 1979 |
|
SU833413A1 |
Li
ViteZ
Фиг.З
ФигЛ
