Посредством предлагаемого приспособления, предназначенного для отливки поршней для тракторных двигателей, имеется в виду достигнуть устранения необходимости для этой цели формовочных машин, необходимости большого количества формовочной земли, больших формовочных площадей и опочного хозяйства, удорожающего производство.
На чертеже фиг. 1 изображает приспособление в схематическом виде; фиг. 2 - то же, в продольном разрезе, и фиг. 3 - стержни.
Приспособление для отливки поршней в стержни состоит из раскрывающейся на шарнире 2 металлической опоки 1, 1, в которую вставляется заранее подготовленные и просушенные наружные (облицовочные) стержни 3 и 4. Для предупреждения перекосов при сборке половинки опоки снабжены ушками и штифтами 5, 6.
После того, как половинки просушеных стержней 3, 4 уложены в опоку, половинки ее соединяются и закрепляются посредством зажимов 7 и 8, захватывающих штифты 9 и 70.
Далее вставляют внутренний стержень (сердечник) 11, опирающийся своим расширенным знаком на соответствующую расточку 12, 13 опоки.
Вся внутренняя часть металлической опоки, в которую вставляется наружный стержень, также расточена точно под размер последнего.
Для выхода газов в стенках опоки просверлен ряд отверстии.
Конструкция внутреннего стержня-сердечника, шлакоуловители 74 и 75, литниковые ходы и выпор 16 оставляются такие же, какие употребляются при опочной формовке.
Когда опущен на свое место внутренний сердечник, на собранную металлическую опоку накладывается широкая с отверстиями планка (на чертеже не показана), предупреждающая возможность сдвига-поднятия сердечника напором выделяющихся газов.
Заливка производится обычным способом в литник 17. На шарнир 2, покоящийся своими концами на двух стойках, надеваются четыре или пять металлических форм, образуя станд для заливки. При беспрерывном изготовлении стержней и при быстрой просушке их в сушилках беспрерывного действия с выдвижными полками, заливка может продолжаться и в ночные смены, так как никакой надобности в удалении формовочной земли, в остывании и в разделке ее нет.
Наличие стержневой рубашки в периоде остывания и заливка в просушенные стержневые формы обеспечивают соответствующую поддающуюся обработке твердость 170-190 по Бринелю; предотвращается возможность отбеливания или образования закаленной поверхности, и отпадает необходимость в отжиге отливок перед обработкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗЪЕМНЫХ ПОСТОЯННЫХ МЕТАЛЛИЧЕСКИХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2051006C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ИЗДЕЛИЙ | 1994 |
|
RU2091195C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ОБРАБОТКИ ЧУГУННОЙ ОТЛИВКИ ТЮБИНГА ТОННЕЛЬНОЙ ОБДЕЛКИ ПОДЗЕМНЫХ СООРУЖЕНИЙ МЕТРОПОЛИТЕНА | 2015 |
|
RU2661929C2 |
| Устройство для изготовления рифленых вальцев | 1988 |
|
SU1694313A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА КЛАПАНА, ИМЕЮЩЕГО ОДНУ ИЛИ БОЛЕЕ КОРРОЗИОННО-СТОЙКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ | 2017 |
|
RU2745701C2 |
| Способ изготовления изложницы | 1985 |
|
SU1366285A1 |
| СЕКЦИЯ РАДИАТОРА | 2002 |
|
RU2215947C1 |
| Способ формовки стаканообразных изделий | 1944 |
|
SU66103A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ПОРШНЯ | 2009 |
|
RU2418651C2 |
| Способ отливки металлических изделий с легированной поверхностью | 1947 |
|
SU70275A1 |
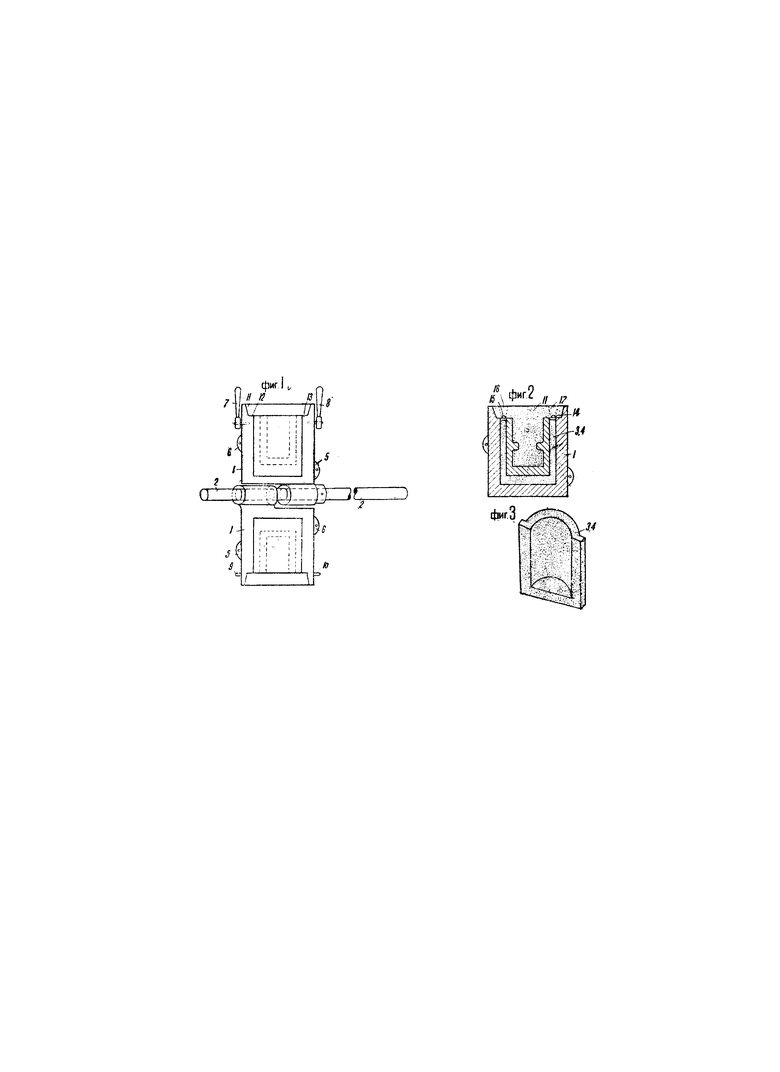
Приспособление для отливки поршней в стержни, отличающееся применением опоки 1, 1, раскрывающейся на шарнире 2 и служащей для вставления внутрь нее наружных стержней 3, 4 и внутреннего 11 с расширенным знаком, опирающимся на соответствующую расточку 12, 13 опоки.
