Известны способы непрерывного бесцентрового шлнфовання шариков, устанавливаемых между двумя шлнфовальнымн кругами на ноже.
Предложенный способ отличается тем, что шлифовальные круги покачивают в противофазе но траектории, совпадающей с образующей профиля круга с амплитудой не менее /4 длины окружности щарика. Этим достигается сообщение шарикам, установленным в сепараторе, дополнительного вращательного движения.
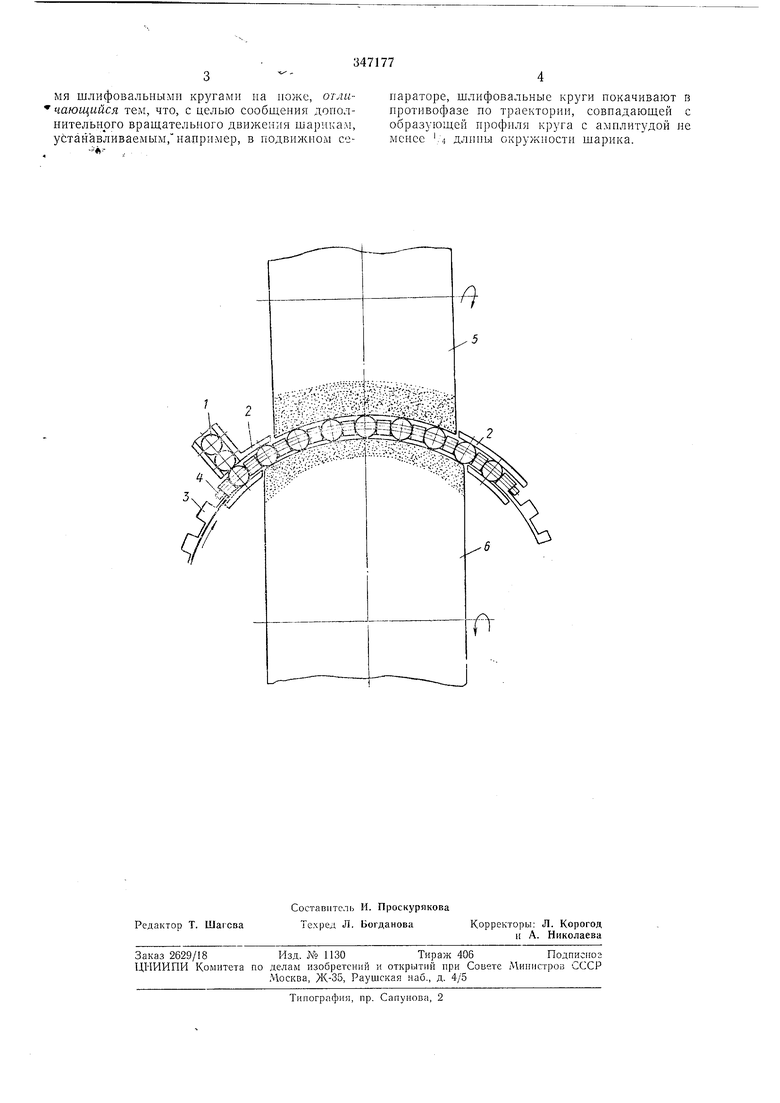
Па чертеже изображена схема осуществления способа щлифования щариков.
Обрабатываемые шарики 1 по направляющим 2 попадают в гнезда непрерывно движущегося, например, но замкнутой окружности сепаратора 3, и по опорному ножу 4 входят в зону обработки между двумя вращающимися в разные стороны рабочим 5 и ведущим 5 шлифовальными кругами, имеющими профиль, заправленный, например, по дуге окружности большого радиуса, хотя может быть и прямолинейный.
В зоне обработки щарики получают вращение вокруг оси, расположенной в горизонтальной плоскости. Вращаясь в противоположные стороны, рабочие поверхности шлифовальных кругов одновременно с эгим совершают возвратно-поступательное качательное движение
в противоположных направленнях но траектории, совпадающей с образующей их профиль. При этом щарики, находящиеся в контакте со шлифовальными кругами, совершают дополнительное вращательное движенне вокруг оси, расноложенной в вертикальной плоскости. Опорной поверхностью при этом служат боковые неремычкн сепаратора.
Совмещение вращения щариков вокруг вертикальной и горизонтальной осей нриводит к тому, что рабочий шлифовальный круг шлифует шарики, которые быстро вращаются вокруг ненрерывно новорачнвающейся в вертикальной плоскости оси вращення. Поскольку оси вращения щариков всегда нроходят через одну и ту же точку (через центр шарика), то нроисходит шлифование щаровой поверхносги с диаметром, определяемым расстоянием гeжду рабочим 5 и ведущнм 6 шлифовальными кругами и опориым ножом. При этом ось вращения шариков в вертикальной плоскости необходимо поворачивать на угол несколько более 90°, т. .е. донолнительное качательное движение шлифовальных кругов но отношению к поверхности шариков должно иметь амплитуду не менее /4 окружностн обрабатываемого щарика.
мя шлифовальными кругами иа иоже, отличающийся тем, что, с целью сообщеиия дополнительного вращательного движения шарикам, устанавливаемым, например, в иодвижиом сепараторе, шлифовальные круги покачивают в противофазе по траектории, совпадающей с образующей профиля круга с амплитудой не менее /4 длины окружности шарика.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 1998 |
|
RU2162401C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ШАРИКОВ ИЗ ПОЛУДРАГОЦЕННЫХ КАМНЕЙ | 2005 |
|
RU2294823C1 |
| СПОСОБ ШЛИФОВАНИЯ ЭВОЛЬВЕНТНЫХ ПРОФИЛЕЙ КРУГОВЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1992 |
|
RU2047430C1 |
| СПОСОБ ДВУСТОРОННЕГО ШЛИФОВАНИЯ ТОНКОСТЕННЫХ ЗАГОТОВОК | 2005 |
|
RU2278016C1 |
| МЕХАНИЗМ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 1973 |
|
SU368998A1 |
| Способ обработки резанием циклоидальных поверхностей | 1985 |
|
SU1337202A1 |
| СПОСОБ ОБРАБОТКИ ШАРИКОВ ИЗ ПОЛУДРАГОЦЕННЫХ КАМНЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2352447C1 |
| Станок для шлифования сферических торцов конических роликов | 1971 |
|
SU337237A1 |
| УСТРОЙСТВО ДЛЯ ЗАТОЧКИ ИНСТРУМЕНТА | 1971 |
|
SU421472A1 |
| СПОСОБ ДВУСТОРОННЕГО ШЛИФОВАНИЯ ТОНКОСТЕННЫХ ЗАГОТОВОК | 2005 |
|
RU2285604C1 |