1
Известны способы непрерывного изготовления трубчатых заготовок клиновых ремней, заключающиеся в том, что с помощью червячных прессов и навивочной мащины на дорн щйрицуют слой сжатия и навивают силовой слой.
Для обеспечения качественного изготовления профильных заготовок клиновых ремней и сокращения отходов резины при резке трубчатых заготовок слой сжатия шприцуют на профильный разборный дорн, выполненный с кольцевыми канавками и выступами, и после охлаждения слоя сжатия, навивки силового слоя и шприцевания слоя растяжения известными способами трубчатую заготовку разрезают по линиям кольцевых выступов дорна.
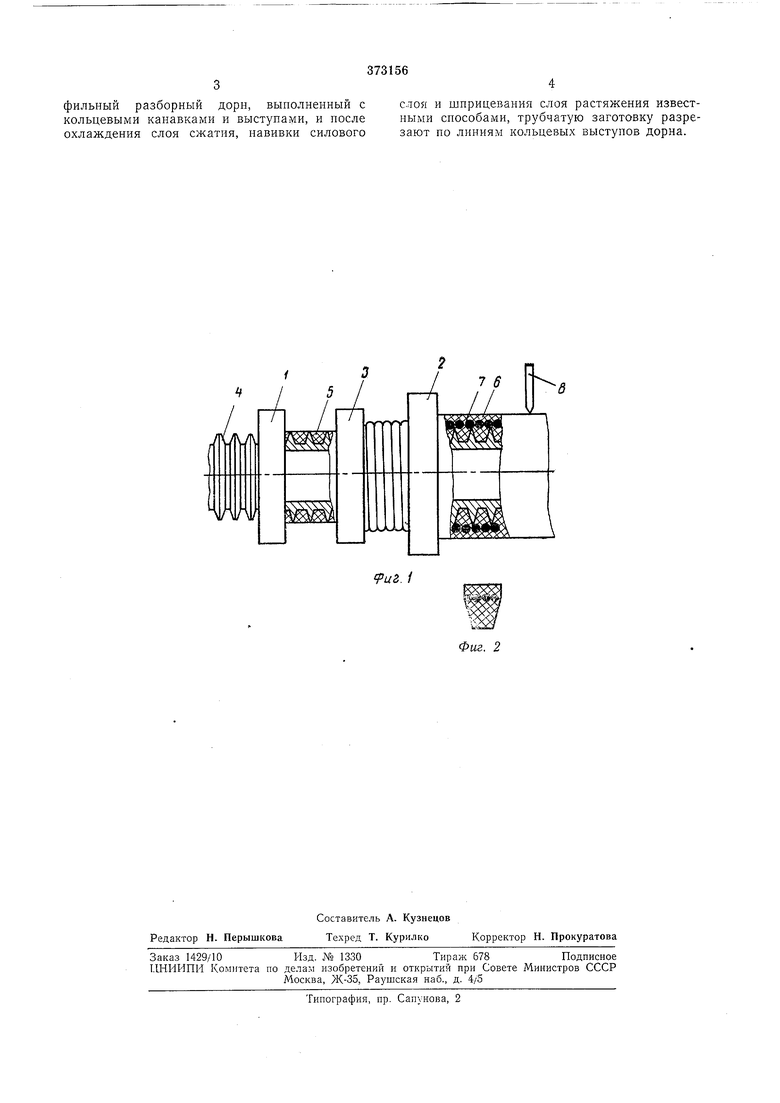
На фиг. 1 изображена схема процесса непрерывного изготовления трубчатых заготовок клиновых ремней; на фиг. 2 показано сечение заготовки клинового ремня.
Способ непрерывного изготовления трубчатых заготовок клиновых ремней заключается в том, что с помощью червячных прессов / и 2 и навивочной мащины 3 на дорн 4 шприцуют слой сжатия 5, слой растяжения 6 и навивают силовой слой 7.
Слой сжатия 5 шприцуют на профильный разборный дорн 4, выполненный с кольцевыми канавками и выступами, и после охлаждения слоя сжатия 5, навивки силового слоя 7
и щприцевания слоя растяжения 6 известными способами трубчатую заготовку разрезают по линиям кольцевых выступов дорна ножом 8.
Нэ профильный разборный дорн 4, выполненный с кольцевыми канавками и выступами, с помощью червячного пресса / шприцуют слой сжатия 5 заготовки рем-ня, на который после охлаждения навивают с иловой слой 7 с
помощью навивочной мащиньт 3. Слой растяжения 6 заготовки ремня щприцуют на силовой слой 7 с помощью червячного пресса 2. Полученную трубчатую заготовку после охлаждения разрезают по линиям кольцевых
вь1ступов дорна 4 ножом 8 на отдельные кольцевые заготовки. Таким образом, при перемещении профильных дорнов непрерывно осуществляется работа устройства.
Предмет изобретения
Способ непрерывного изготовления трубчатых заготовок клиновых ремней, заключающийся в том, что с помощью червячных прессов и навивочпой машины на дорн шприцуют
слой сжатия и растяжения и навивают силовой слой, отличающийся тем, что, с целью обеспечения качественного изготовления профильных заготовок клиновых ремней и сокращения отходов резины при резке трубчатых
заготовок, слой сжатия щприцуют на профильныи разборный дорн, выполненный с кольцевыми канавками и выступами, и после охлаждения слоя сжатия, навивки силового
слоя и шприцевания слоя растяжения известными способами, трубчатую заготовку разрезают по линиям кольцевых выступов дорна.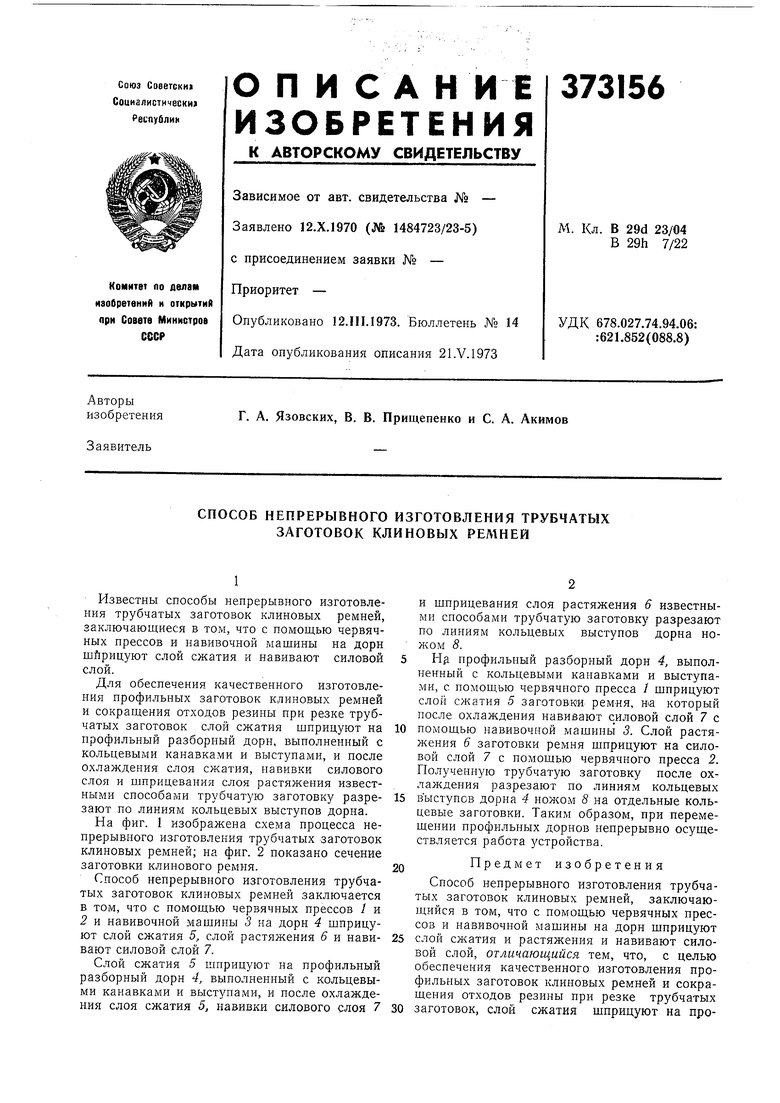
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ СБОРКИ ЗАГОТОВОК РЕЗИНОТЕКСТИЛЬНЫХ РУКАВОВ | 1970 |
|
SU273416A1 |
| СПОСОБ НЕПРЕРЫВНОЙ СБОРКИ ЗАГОТОВОК РЕЗИНО- | 1968 |
|
SU219160A1 |
| СПОСОБ СБОРКИ РУКАВНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2647042C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ЗАГОТОВОК ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1972 |
|
SU347206A1 |
| Способ изготовления протекторных заготовок | 1980 |
|
SU903198A1 |
| Способ изготовления протекторных заготовок | 1978 |
|
SU735438A1 |
| Устройство для навивки протекторалЕНТОчКОй | 1979 |
|
SU827312A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОТЕКТОРНЫХ ЗАГОТОВОК | 1987 |
|
SU1448568A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА СЕРДЕЧНИКОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2013 |
|
RU2627228C9 |
| Устройство для навивки протектора ленточкой | 1984 |
|
SU1143611A2 |
fuZ. /
