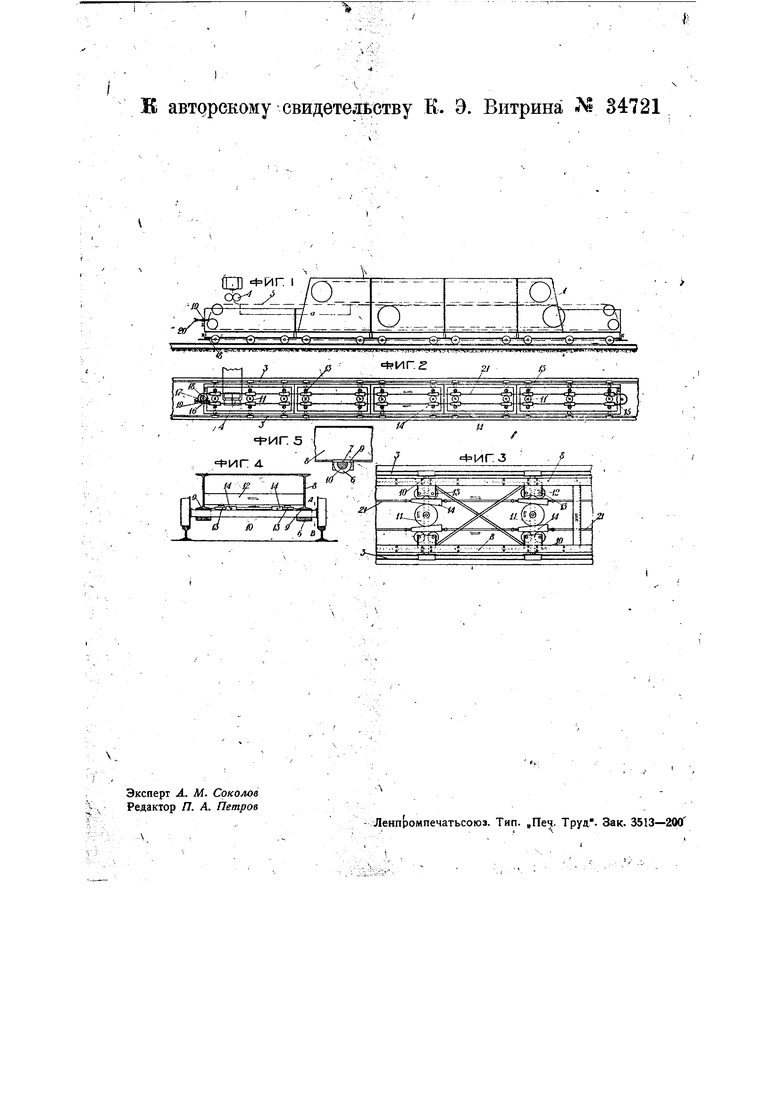
Предлагаемый механизм для поперечного перемещения стеклодельного автомата конвейерного типа имеет целью точную установку его под фидер ванной печи, при которой не нарушалась бы работа автомату от прогибов в горизонтальной или вертикальной плоскости. Достигается это перемещением в поперечном направле«ии основной рамы с автоматом на осях его скатов при пекмощи действия клиньев, связанных между собою системой тяг так, чтобы получилось вполне одновременное и точное перемещение всех точек автомата на осях скатов, без :изгйбов корпуса машины.: ,; ;, # На чертеже фиг. 1 схематически изЬбражает расположение автомата и фидера фиг. 2-вид сверху оснррной рамы автомата (корпус машины снят) с установленным в раме механизмом для поперечного перемещения автомата; фиг. вид сверху части основной рамы автомата; фиг. 4-поперечный разрез основной рамы автомата с установленным механизмом поперечного лереме щения и фиг. 5 - разрез по АЕ .на фиг. 4.Г
Для правильной работы стеклодувнбго автомата конвейерного «типа необходимо: совпадение вертикальной оси фидера / (фиг. 1 и 2), проводящей через
выпускное кольцо/с -вертикальной плоскостью, проведенной через центры углублений на вальцах 4 и центры колец на среднем конвейере 5, для обеспечения спокойного, и полного образования горячей стеклянной ленты с выступами в виде баночек.
Такой точной установке данного автомата препятствуют температурные расщирения стеклоплавильной печи и фидера. При выводке ванной печи вертикальная ось фидера, вследствие температурных расщирений, перемещается по направлению продольной оси ванной печи; так, например, по опыту на действующих ванных печах сдвиг бывает в пределах от О до 20-30 мм. .
Вследствие изложенного, необходимо иметь возможность перемещать в поперечном направлении -весь автомат в пределах от о до 40 - 50 мм, если фидер установлен по продольной оси печи, а автомат расположен перпендикулярно к этой оси (фиг. 1 и 2). Другое расположение автомата 7 к фидеру 2 вызывало бы применение фидера большой длины, что крайне нежелательно, вследствие ухудшения термостатических качеств такого длинного фидера.
Выбор способа перемещения автомата в поперечном направлении осложн я ется тем,, что автомат должен перемещатьдя.вще и 13 продольном направлении для регулировки длины участка а (фиг, 1) пути среднего конвейера, на котором происходит провисание горячего стекла до начала выдувания болванки.
Вследствие особенно ти работы механизмрв автромата Щ трех синхронно движущихся конвейерах,- для точной работы установленных на конвейерах механизмов требуется, чтобы рельсовый путь5 втомата был установлен на прочном фундаменте и точно выверен (фиг. 3).
Оси 10 скатов автомата установлены подвижными в «;асевом направлении в подшипниках бР1с целью улучшения хода между подшипниками 6 и плоскостью 7 на осях скатов и основной ра(чой 8 положень прокладки 9 из листовой бронзы (фиг. 4 и 5).
В середине каждой,оси скатов уста; новлены парные или одинарные ролики /5 (фиг. 3, 4 и 2). Между роликами Tf и /5 лежат клинья М, которые могут быть односторонними ,(фиг. 3) или дву-. Сторонними (фиг. 2). Клинья 74 соединяются тягами 27 с левой; и правой резьбой на концах так, чтобь получилось тугое линейное соедине,ние клиньев в двух рядах Оба ..ряда клиньев соединены припомощи стальнУх лент 75 и J6 в замкнутую тягфвую систему. Стальная лента прикреплена на; месте 77, к шкиву J8. Такой же шкив установлен на другом KOHfte рамы а трмата. Вал левого шкивасвязан через червячную передачу /9 с валом ручного Маховичка 20. Диаметр тяг выбран такой, чтобы линейные удлинения от нагрузки не получали практи ческого значения.
Действует предлагаемый механизм следующим образом. Ебти вращать руч ной маховичок в ту,или другую сторону то оба ряда клиньев получают линейное
.перемещение, причем клинья одного ряда, перемещаются в обратном напрайлёнии по отношению к клиньям другого, вследствие чего от нажима клиньев вся рама автомата перемещается в ту или другую сторону по направлению осей ската. Если, например, выбрать подъем на клиньях в 1096, то)неточность, могуЩйя получаться от удлинения тр, уменьша,ется в, отношении поперечного перемещения рамы в 10 раз, вследствие угла подъема клиньев. Таким образом получается равномерное поперечное перемещение .всей основной рамы с автоматом на осях скатов (без перекосов или прогибов корпуса машины).
Сам механизм помещается в пространстве между основной рамой автомата и скатов так, что не требуется увеличения габаритЬв автомата.
Предметизобретения.
Механизм для поперечного перемещения транспортерной ленты в стеклодельных машинах конвейерного типа, отличаю(1(ийся. тем, что рама конвейера, установленная на подвижных в поперечном направлении осях скатов, снабжена по всей своей длине попарно располо женными клиньями f4, плотно входящими в промежутки между соответственно прикрепленными к раме и к осям скатов роликами /5 и /7, каковые клинья соединены в туго натянутую замкнутую систему при помощи стержневых тяг 27, соединенных по обоим своим концам со стальными лентами 75 и f6, скрепленными -to шкивами /8, с тою целью, чтобы при поворачивании последних клинья вдвигались между роликами и вызывали поперечное передвижение рамы и вейерной ленты.