Известен станок для армирования подвесных изоляторов, состоящий из каркаса и механизма подачи изоляторов на рабочую позицию. Процесс армирования в известном станке происходит ири остаиовке механ 1зма подачи изоляторов. В результате станок не обесиечивает непрерывности процесса.
Предлагаемое устройство обеспечивает непрерывность процесса армирования подвесных изоляторов и высокую производительность.
Это достигается тем, что на вращаюш.емся столе имеется несколько рабочих иозиций, расиоложениых по окружности. Механизм подачи изоляторов на рабочие позиции выполнен в виде ценного конвейера, охватывающего звездочку, жестко связанную с вращающимся столо.м и несущую с возможностью установки на рабочих позициях гнезда для изоляторов. Причем гнезда закреплены на рычагах, шариирно установленных на цепи конвейера, и снабжены роликами, взаимодействующими с иаправляющей, смонтированной вдоль цепи конвейера и прерывающейся после зацеиления последней с упомянутой звездочкой.
Для обеспечения ориентации изолирующих деталей в нтпках вдоль гнезд перед заходом цепи конвейера на звездочку установлены две другие горизонтальные направляющие, взаимодействующие с изолирующ.ими деталями.
На рабочих позициях соосно прнжимиым устройствам установлены подвижные в осевом направлении штокн, взаимодействующие верхними концами, снабженными площадками с двумя выступами, с гнезда.ми цепного конвейера после их устаиовки на рабочих позициях, а нижними концами, снабженными роликовыми опорами,-с вибрирующим кольцевым сектором вибратора, устаиовленпого неиодвижно.
Для обеспечения опускания при зажатии изоляторов и иоследующего поднятия колодок прижимных устройств иоследние снабжеиы двумя опорными роликами, взаимодействующими с блоком управления. Последиий состоит из двух коииров, выполненных в виде кольцевых секторов, установленных на неподвижпо.м диске соосном вращающемуся столу.
Такое выполнение устройства для армирования подвесных изоляторов позволяет осуществлять на цепном конвейере подготовительные работы по установке в его гнезда шапок изоляторов, заполненных песчано-цементной связкой, и изолирующих деталей, во внутренние полости которых введена песчано-цементная связка и заложены стержни с двумя направляющими центриками в шапки, осуществлять ориентацию изолирующих деталей в иганках и непрерывную подачу изоляторов на рабочие позиции вращающего стола; ироизводить непрерывно последовательное армирование каждого изолятора, а также съем готовых изоляторов с вращающегося стола.
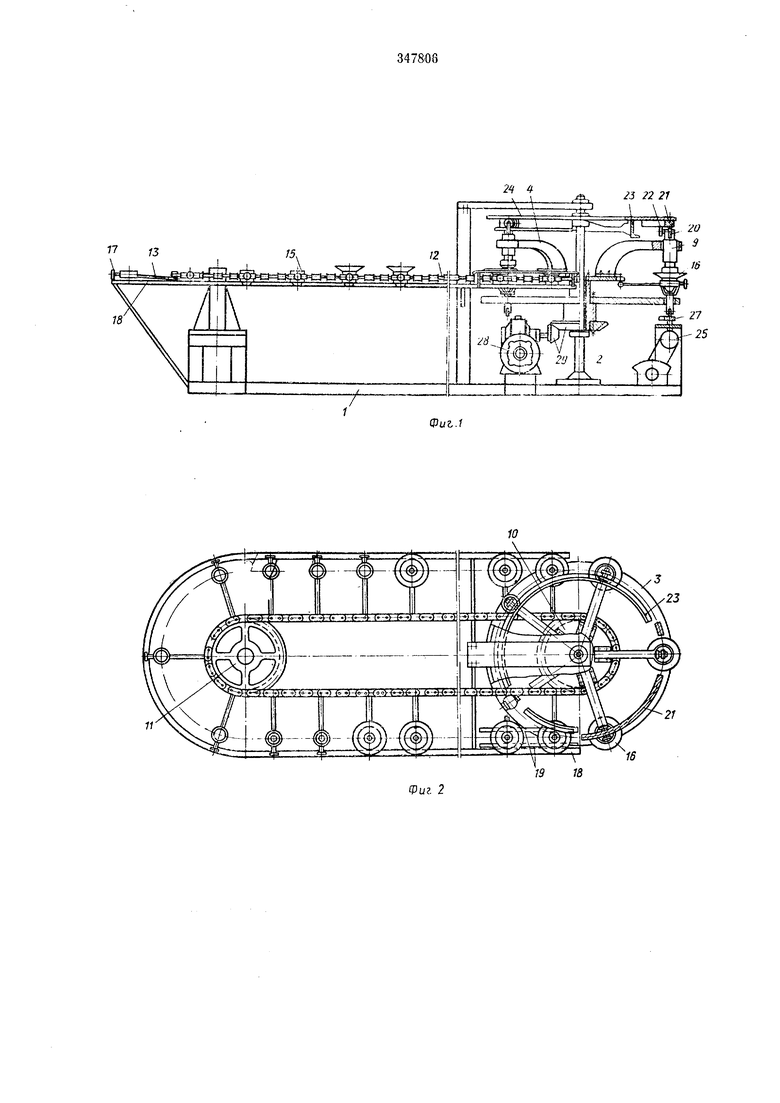
На фиг. 1 показано предлагаемое устройство, вид спереди; на фиг. 2 - то же, план; па фиг. 3 - то же, вид сбоку.
На сварном каркасе 1 закреплен неподвижный вертикальпый вал 2, на котором установлен с возможностью вращения горизонтальный стол 3 с расположенными но окружности пятью рабочими позициями, имеющими на кронплтейпах 4 прижимные устройства 5 с колодками 6 и соосные последпим подвижные в осевом направлении штоки 7 с нлощад|;амп 8 и выступами.
Колод и установлены на штоках, на|-руженных пружинами и помещенных в вертикальных трубках 9, свободно расноложеиных в направляющих втулках, закрепленных в кронн тейпах (па чертеже не показаны штоки, пружины и направляющие втулки). Крони1тейн1 1 установлены на звездочке 10, закрепленной сооспо столу. Звездочку 10, а также устапо1злемную на каркасе звездочку И охватывает горизонтальная роликовая день 12 конвейера, на которой шарнирно закренлены рычаги 13, несун1,ие гнезда 14 в виде колеи для И1апок 15 и нзолнрующих деталей 16 со стержнями (на чертеже не показаны). Гнезда снабжены опорными роликами 17, взаимодействующими с направляющей 18, установленной на каркасе вдоль цени до зацепления последней со звездочкой 10.
Для ориентации изолирующих деталей в пшпках па каркасе установлены вдоль гнезд две горизонтальные направляющие 19 параллельно цени. Прижимные устройства снабжены установленными на трубках 9 роликами 20, взаимодействующими с копиром 21 R виде кольцевого сектора, и роликами 22, ii3an.vioдействующими е копиром 23 в виде кольцевого сектора Г-образного сечения.
Копиры закреплены на диске 24, жестко установленном на валу соосно столу.
Для обеснечения последовательного взаимодействия штоков с ненодвижным вибратором 25 они имеют онорные ролики 26, а- вибратор - вибрирующий кольцевой сектор 27.
Движение цени с гнездами, а также вращение стола 5 с рабочими позициями осуи),ествляется от привода 28 через коническую паРУ29.
Онисанное устройство работает следующим образом. В гнезда цепного конвейера вкладывают шапки 15, заполненные песчано-цемептной связкой, а в них - изолирующие детали 16, во внутренние полости которых введена песчано-цементная связка и заложены стержни с двумя центриками.
Гнезда при движении цепи до подачи их па рабочие позиции вращающегося стола скользят роликами по направляющей 18, а изолирующие детали 16 перед подачей на рабочие позиции ориентируются в шапке 15, скользя своей пижней поверхностью по направляющим 19.
После подачи очередного гнезда на рабочую нозицню ролик сходит с направляющей 18, а изолирующая деталь - с направляющих 19, и гпездо опускается иа выступы площадок штока, установленного на рабочей позиции, совершая в дальнейшем совместно со столом вращательное движение. При этом ролик 20 набегает на копир 21 и колодка прижимного устройства оиускается, нрижимая изолирующую деталь в гнезде, а ролнк 26 И1тока набегает на вибрирующий сектор вибратора, в результате чего производится армирование, в процессе которого происходит установка всех соединяемых элементов по общей вертнкальной оси, устраияются зазоры и удаляется избыток несчано-цемеитной связки. Время армирования определяется длиной вибрирующего сектора и скоростью вращения стола, а усилие за катия - высотой конира 21.
При дальиейшем перемещении гнезда со 5 столом ролики 26 и 20 сходят соответственно с вибрирующего сектора и копира 21, ролик 22 заходит на копир 23 и поднимает колодку прижимного устройства, а на следующей рабочей позиции стола устанавливается другое гнездо. Процесс армирования новторяется.
Съем армированных изоляторов со стола нронзводится после поворота гнезд со столом на 180° е момента установки упомянутых гнезд на рабочие позиции.
П р е д м е т изобретения
1.Устройство для армирования подвесных изоляторов, выполненное в виде рабочего ротора, имеющего вибратор, и транспортноцеппого механизма, несущего рычаги с гнездами для изоляторов, отличающееся тем, что, с целью обеспечения непрерывности процесса армирования, рабочий ротор оснащен прижимными устройствами и еоосными с ними нодвижными в осевом направлении штоками, служащилги опорой гнездам с изоляторами при передаче последних с рычагов транспортноцепного устройства на рабочие нозиции ротора.
2.Устройство по п. 1, отличающееся тем, что, с целью обеспечения последовательного взаимодействия с вибратором штоков всех рабочих позиций ротора, нижние концы штоков снабжены роликовыми опорами, а вибратор-
5 горизонтальным вибрирующим кольцевым сектором.
3.Устройство по пп. 1 и 2, отличающееся тем, что на верхних концах штоков выполнены площадки с выступами для размещения на них гиезд с изоляторами. 77 /3

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АРМИРОВАНИЯ ПОДВЕСНЫХ ИЗОЛЯТОРОВ | 2009 |
|
RU2386185C1 |
| Установка для армирования керамических изделий | 1982 |
|
SU1057291A1 |
| СПОСОБ ЗАЧИСТКИ ПОДВЕСНЫХ ВЫСОКОВОЛЬТНЫХ ИЗОЛЯТОРОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2397565C1 |
| Установка для армирования керамическихиздЕлий | 1978 |
|
SU835762A1 |
| Устройство для сборки подвесных изоляторов | 1989 |
|
SU1760562A1 |
| Установка для армирования керамических изделий | 1985 |
|
SU1346432A1 |
| Станок для армирования подвесных изоляторов | 1956 |
|
SU126164A1 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ РАЗМЕРОВ БАЛЛОНОВ ЭЛЕКТРОННОЛУЧЕВЫХ ТРУБОК | 1971 |
|
SU296173A1 |
| Установка для армирования подвесных изоляторов | 1984 |
|
SU1354258A1 |
| Линия для армирования подвесных изоляторов | 1984 |
|
SU1310911A1 |

ю т
