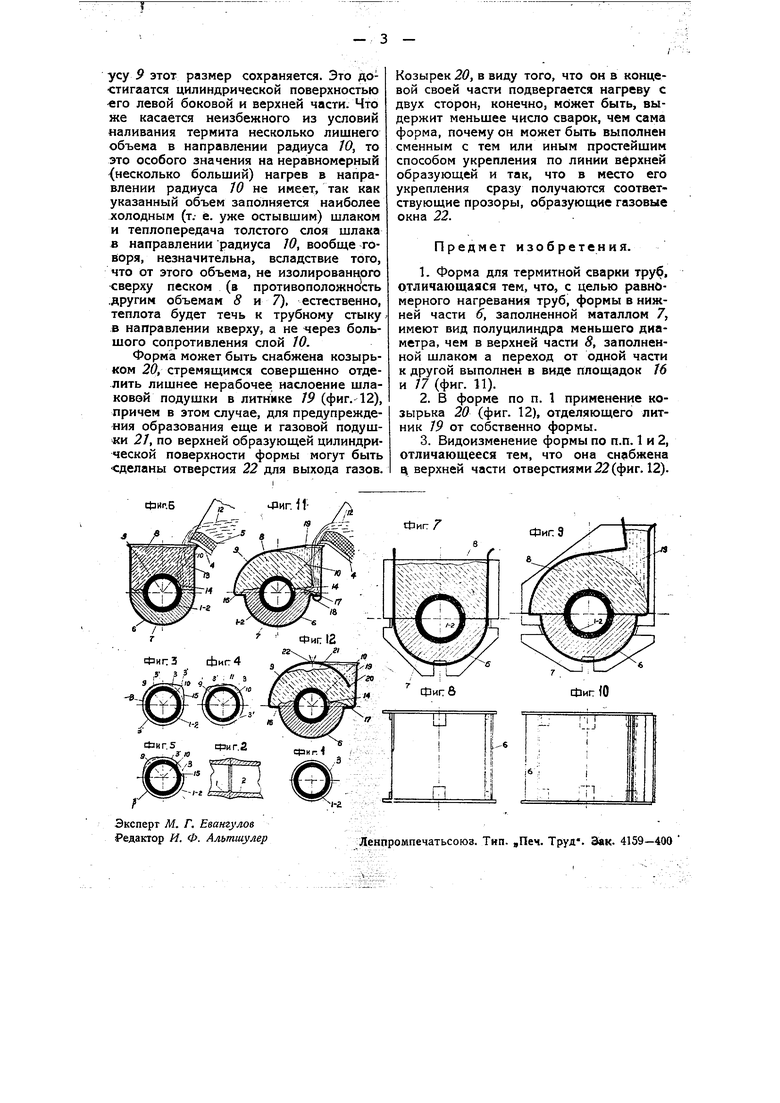
Для равномерного нагревания при термитной сварке труб предлагается форма, в которой нижняя часть, наполненная металлом, имеет вид полуцилиндра с диаметром, меньшим, чем в верхней части, наполненной шлаком, причем переход от одной части к другой выполнен в виде плоских горизонтальных площадок.
На чертеже фиг. 1 и 2 изображают правильно сваренный трубный стык, вид спереди и в разрезе; фиг. 3-5-примерь неправильно сваренной трубы; фиг. б-существующую в настоящее время форму для термитной сварки труб; фиг. 7 и 8- тоже в разных проекциях; фиг. 9-П - предлагаемую форму для термитной сварки труб и фиг, 12-форму, снабженную козырьком.
Существовавшие до сего времени формы для термитной сварки труб, имеют целый ряд существенных недостатков, благодаря которым сваренный трубный стык получается в сечении не в виде правильного круглого кольца 3, как схематически показано на фиг. 1 и 2, а в виде того или иного вида „искажения Зу этого кольца (фиг. 3, 4 и 5).
Существовавшие до сего времени формы обычно имели в поперечном сечении вид, изображенный на фиг. б, причем с боков, считая по оси трубьь они снабжены соответствующе устроенными и уплотненными на трубе попе(609)
речными стенками. Конструкция всей железной формы и укрепление к ней поперечных стенок, состоящих из четырех штампованных кусков железа с отогнутыми лапками, изображена на фиг. 7 и 8. При таком устройстве формы получалось следующее: шлаки при выливании из ковша 4 с футеровкой 5 омывали трубный стык /-2, бока и дно формы 6; при этом тонкий слой шлаков обволакивает трубный стык /-2 и дно формы 6, предупреждает приставание к ним „тер митного железа 7 и дает возможность снимать потом термитно-железную подкову 7 с трубного стыка /-2 и отдирать от нее самое железо формы 6, Как известно, из ковша сначала выливаются шлаки, а затем уже более тяжелое термитное железо, которое естественно, проходит через уже налитые в форму шлаки и оседает на дно формы 6, образуя вокруг стыка незамкнутое полуцилиндрическое кольцо 7. При этом термитное железо вытесняет шлаки наверх формы,, где таковые и застывают в виде, так называемой, „термитно-шлаковой подушки 8. При этом нагрев свариваемого стыка происходит за счет отдачи тепла снизу-от металла 7 и сверху - от шлака 8. Но, так как термитное железо содержит в себе больше тепла и более интенсивно его передает трубному стыку, чем термитный шлак, то самую термитную форму надо конструировать так,.
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для термитной сварки труб | 1933 |
|
SU42400A1 |
| Форма для термитной сварки труб | 1933 |
|
SU38410A1 |
| Способ стыковой сварки, например, труб | 1932 |
|
SU39888A1 |
| Приспособление для изгибания труб с помощью газового нагрева | 1935 |
|
SU49749A1 |
| Затвор для круглых отверстий | 1929 |
|
SU20049A1 |
| Топка с качающимися колосниковыми элементами | 1921 |
|
SU1995A1 |
| Способ нагрева труб и тому подобных изделий при термообработке | 1933 |
|
SU38169A1 |
| Приспособление для изгибания труб с помощью газового нагрева | 1935 |
|
SU49748A1 |
| Устройство для нагибания труб | 1934 |
|
SU40684A1 |
| Способ сжигания пылевидного топлива в свободной топочной камере | 1925 |
|
SU3162A1 |

