Изобретение относится к области электродуговой CBapiKu, точиее к устройствам для формирова-ния обрат1ной стороны шва.
Известно устройство для формирования Обратной стороны шва, содержащее формирующий башмак, выполненный в виде отдельных элементов, касающи хся друт друга и имеющих воз.можность независимого вертикальното перемещения, и механизм поджагия башмака к сварива емым кромкам.
Однако известное устройство «е позволяет сваривать изделия с разным р ас-положен и е.м сварных щво,в.
В предлатаемол устройстве этот недостаток ликвидируется, так как оно выполнено в виде Поворотной в горизонтальной плоскости вертикальной стойки с направляющими, причем стойка шарнирно связана с механизмом поджатия, а в направляющих стойки установлена карет1ка с ВОЗМожностью перемещения в направлении, перпендикулярном плоскости касания элеме1нтов башмака. К карета е с возможностью поворота относительно горизонтальной оси, лежащей в плоскости касания элементов, прикреплен сушпорт с расположенными на нем элементами башмака.
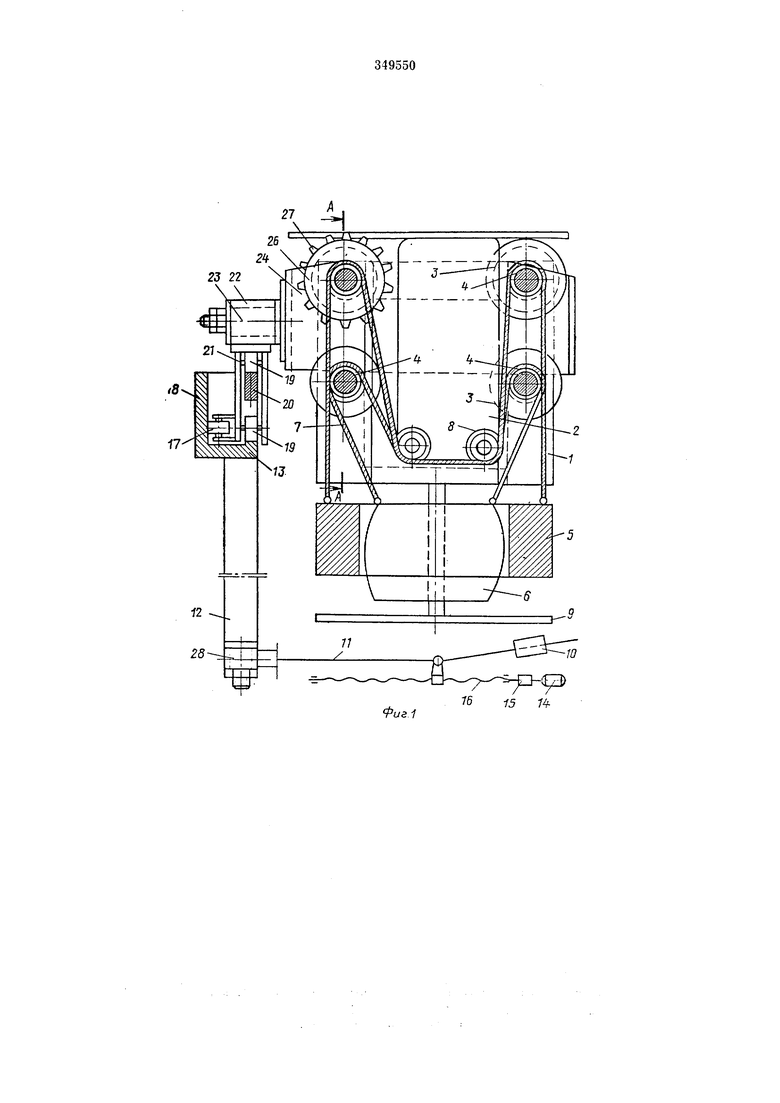
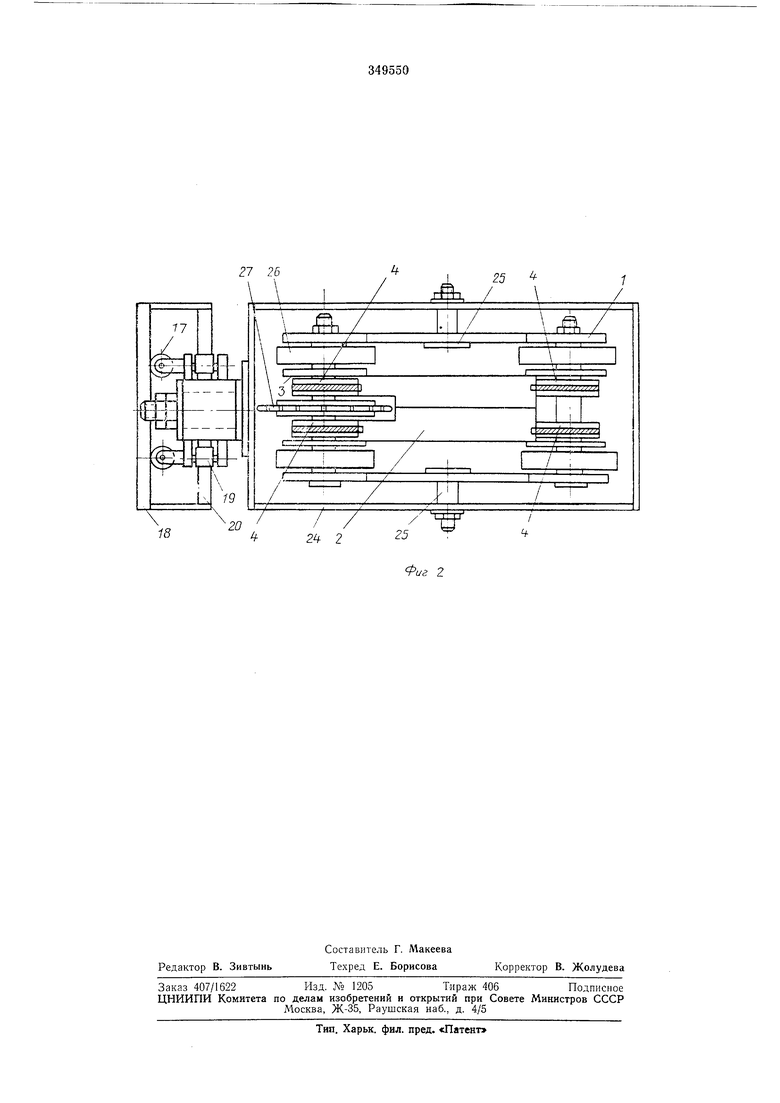
стороны шва содержит суппорт /, в котором смонтирован башмак, состоящий из двух составных частей 2. 0,бе части башмака для облегчения их хода и плавности перемещенпя 5 помещены между восемью парами роликов, четыре из :которых, обозначенные ц 1фрой 5, имеют на своей поверхности выступающие буртики и служат боковыми направляющимн составных частей башмака.
Остальные же четыре пары роликов 4, имеющие по периметру своей окружности утопленные канавки, используются в качестве передней и задней направляющих башмака, а также служат для передачи на них формирующего давления, создаваемого грузами 5 и 6. Давление на составные части башмака передается с помощью гибких тросиков 7, которые перекинуты через все направляющие роликп с и промежуточные ролики 8 составных частей башмака.
Для удержания грузов от падения и предотвращения 1ири этом выталкнвания составных частей баш1мака из направляющих роликов, в устройстве предусмотрена иодвесная 5 опор.ная площадка 9, с помощью которой грузы удерживаются также от значительного опускания внпз в тех случаях, когда формирующие части башмака не пригнаны к обратной стороне свариваемых кромок.
ва к обратной стороне сеариваемых изделий производится противовесом 10, установленным на ры.чате //, иа конце которого закрепЛ1ена шаркир.ню-поворотная стойка 12, несущая на себе узел поперечной корректировки (каретку) 13.
С помощью этих сушпорт устройства вместе с формирующи1ми башмакадги имеет возможность перемещаться по стьжу независимо от соосности с линией движения механизма иеремещения устроЙ1СТ1ва, состоящего ИЗ двигателя 14, редужтора 15 и ходового винта 16, связанного с рычагом 11.
Узел папереч1ной корректирсвки состоит из системы катков, два из которых 17 обкатывают вертикальную стенку коробки 18, а два других :катка 19 опираются на горизонтальную штангу 20. Все четыре каика этого узла смонтированы на кронаитейяе 21, который жестко связан с втулкой шарнира 22. Шарнир 22 в свою очередь связан с помощью пальца 23 с несущим каркасом суппорта 24.
Несущий каркас представляет собой открытую коройку прямоугольной формы, в которой на двух осяХ 25 смоитираван корпус сутапорта 1 вместе с установлеийы-ми в нем ф ор и р - ющи м и ч а стяаги.
Каркас 24 имеет возмож1ность поворачиваться вокруг линии стыка под воздействием обкатывающих роликов 26, которые установлены на двух верхних осях направляющих роликов 5 суплорта 1.
Кроме этой функции, обкатывающие ролики благодаря их более широкой опорной базе по сравнению с опорной поверхиостью формирующих частей башмака, обеспечивают устройству достаточную устойчивость и предотвращают перевертывание или заклинивание формирующих частей при их двнжении по стыку со смещенными кромками.
Для направленного ведения фор1мирующвго устройства по стыку и июклю чения его смещения поперек стыка в устройстве предусмотрена з/вездочка 27, которая установлена на одной оси с обкатьивающими роликами.
Шарнир 28, при помощи которого поворотная стойка 12 связана с рычагом // механизма передвижения, служит для сварк-и косых стыков Б неподвижном состоянии и для обеспечения поворота устройства на 180°, т. е. реверса.
Описанное устройство работает следующим образом. В зависвмости от конструкции обратной сторонЫ свариваемых кромок в устройство вставляются составные части башмака с соответствующей формирующей поверхиостью. Затем устройство устанавливают под свариваемый стык таким образом, чтобы каждая составная часть башмака прилегала к соответствующей ей кромке стыка, а звездочка свободно входила в зазор. Далее включают механиЗМ перемещения, который приводит в движение устройство по стыку.
В nponeioce движения устройства по стыку
составные части башмака в местах со смещенными кромками перемещаются друг относительно друга в вертикальной плоскости под действием поджимающих их грузов 5 и 6. Кинематика взаимодействия отдельных узлов
при этом такова: при приближении устройства к у)частку стыка со смещенными кромка.ми одна из составных частей башмака начинает перемещаться в том направлении, в котором смещена свариваемая кромка, увлекая при
этом за собой в том же направлении внутреини-е ветви тросиков 7. На1ружные ветви тросиков вместе с подвешенными к ни.м грузами будут дБитаться в противО|Положном направлении.
В местах стыка, где его кромки расположены не соосно с траекторией движения механизма пере.мещения, составные части башмака поворачиваются вокруг шарнира 22, а также смещаются вправо или влево с помощью узла поперечной кор|ректировки 13.
При изменении направления сварки разворот устройства производится при помощи шарнира 28.
ПреДМет изобрете н и я
Устройство для формирования обратной стороны шва, содержащее форлшрующий башмак, вы1полнвн1ный в виде отдельных элементов, касающихся друг друга и имеющих возможность независимого вертикального перемещения, и механизм поджатия башмака к свариваемым кромкам, отличающееся тем, что, с целью сварки изделий с разным расположеиием сварных швов, оно выполнено в виде поворотной вокруг своей оси вертикальной стойки с направляющими, шарнирно связанной с механизмом поджатия, в направляющих стойки установлена с возможностью перемещения в направлении, перпендикулярном плоскости касания элементов башмака каретка, к которой прикреплен с возможностью поворота относительно горизонтальной оси, лежащей в плоскости касания элементов, суппорт с расположенными на нем элементами бащмака.
76 13 74
fpusi
Z7 26
/ / 2ч 2
25
I
j/
25
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |
| Устройство для сварки | 1986 |
|
SU1442350A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРИ Of СОЮ ЗНАЯШ;Т;:;1Л:0-;;.Х^^;г;?МйЯБИБЛИОТЕКА | 1971 |
|
SU322247A1 |
| Устройство для электродуговой сварки вертикальных стыков | 1986 |
|
SU1411115A1 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| Стенд для сборки и сварки полотнищ | 1981 |
|
SU1014675A1 |
| МЕХАНИЗМ НАСТРОЙКИ ПРЕИМУЩЕСТВЕННО СВАРОЧНОГО ЭЛЕКТРОДА НА СТЫК | 1972 |
|
SU330928A1 |
| ВНУТРЕННИЙ ЦЕНТРАТОР ДЛЯ СБОРКИ ТРУБ ПОД СВАРКУ | 1970 |
|
SU283456A1 |
| Устройство для сборки и сварки изделий коробчатого сечения | 1980 |
|
SU927467A1 |