(54) УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ТРУБНЫМИ ЗАГОТОВКАМИ ТРУБОГИБОЧНОЙ МАШШ1Ы
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок-автомат для двусторонней гибки труб | 1985 |
|
SU1271611A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Устройство для подачи заготовок в трубогибочную машину | 1987 |
|
SU1574327A1 |
| Трубогибочный комплекс | 1987 |
|
SU1470389A1 |
| Устройство для поштучной подачи длинномерных цилиндрических заготовок | 1981 |
|
SU1009948A1 |
| Устройство для подачи заготовок в трубогибочную машину | 1987 |
|
SU1433589A1 |
| Трубогибочный станок | 1984 |
|
SU1378982A1 |
| Устройство для подачи заготовок в трубогибочную машину | 1982 |
|
SU1042851A1 |
| Устройство для подачи заготовок в трубогибочную машину | 1989 |
|
SU1685571A1 |
| Трубогибочный комплекс | 1987 |
|
SU1524957A1 |
Изобретение относится к обработку металлов давлением и может быть не- пользовано для автоматизации процесса гибки труб в любой отрасли промышленности, например в машиностроении, авиа- и судостроении, в нефте-газовой промышленности и других.
Известно загрузочное устройство, содержащее бункер, стеллаж-накопитель, упор-базу и шибер, который поштучно перемещает трубы из бункера вверх и одновременно в сторону упорабазы, выравнивая их положение на стеллаже 1.
Известное загрузочное устройство не обеспечивает высокой точности базирования заготовок, так как в процессе выравнивания заготовка свободно лежит на шибере и может сместиться от удара о базу-упор. В результате дальнейшего перемещения по стеллажу и от действия механизма поштучной выдачи заготовок точность положения заготовки на стеллаже уменьшается в еще большей степени.
Известно устройство для загрузки трубными заготовками трубогибочной машины, содержащее установленные на основании -бункер, наклонный стеллаж-накопитель с механизмом псхлтучной выдачи заготовок, упорсял и толкателем, смонтированными на конце стеллажа накопителя, и механизм подачи заготовок в рабочую зону 2.
Известный механизм загрузки также не обеспечивает высокой точности базирования заготовки перед гибкой, так как в процессе выравнивая заготовка жестко не фиксируется и мо10жет сместиться от толчков-, вибраций и т.д. Кроме того, технологические возможности известного механизма загрузки в отношении выравнивания труб различной длины ограничены.
15 Это объясняется тем, что вертикальная плоскость, в которой расположен толкатель-выравниватель, пересекается поверхностью стеллажа-накопителя, в результате чего ход толкателя огра20ничен стеллажом.: Поэтому механизм загрузки трубными заготовка «1И пресса для изготовления отводов не может быть использован для базирования труб различной длины. Недостатком
25 механизма является также то, что он не обеспечивает автоматизации процесса гибки в условиях единичного производства изогнутых труб различной длины, когда такие заготовки ,
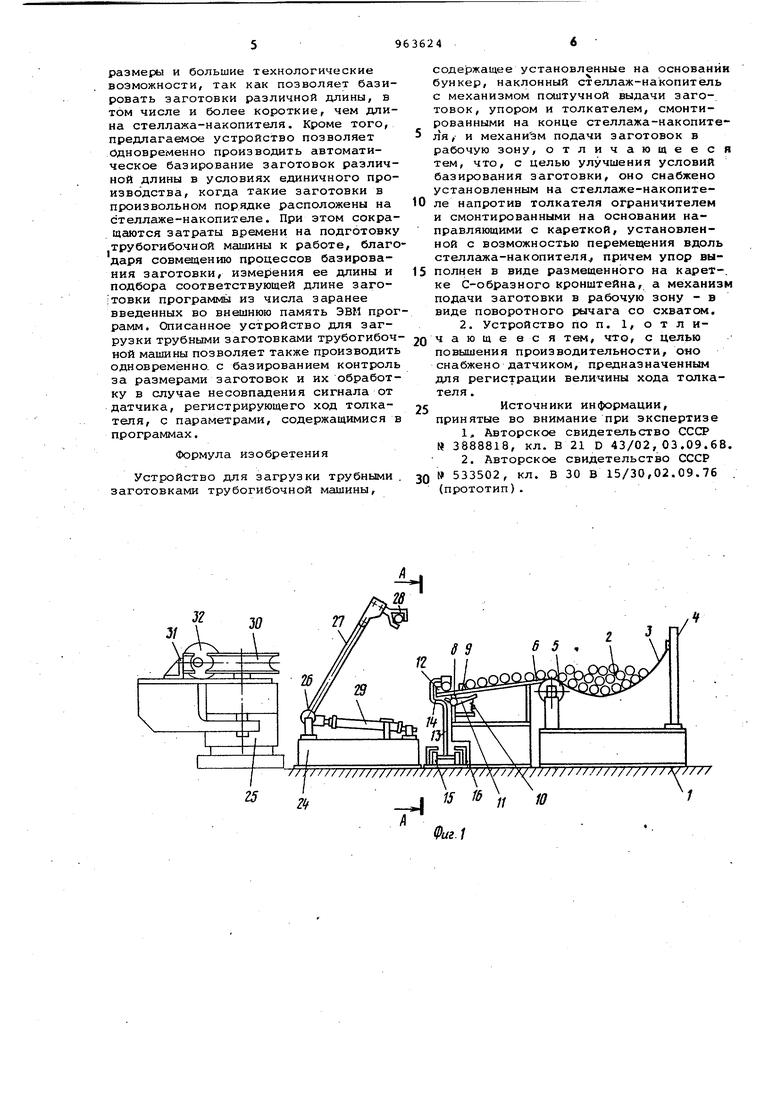
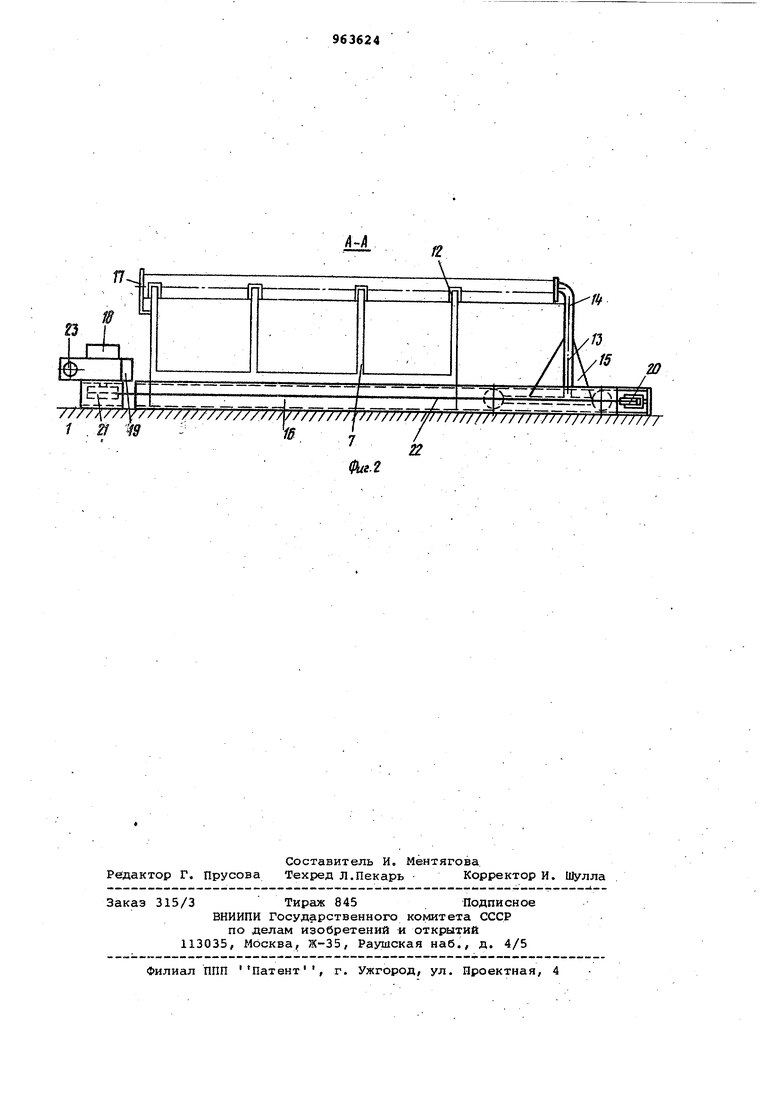
30 вперемежку загружены в бункер. Порядок выдачи заготовок со стеллажа в этом случае будет произвольным, и для подготовки трубогибочной маш ны к работе необходимо вручную измерить трубу или прочитать заранее нанесенную на нее маркировку и вруч ную внести в модуль внешней памяти ЭВМ информацию о длине заготовки, служащую командой для выбора соот ветствующей габаритным размерам т бы программы. Целью изобретения является улуч шение условий базирования заготовки, а также повышение производительности. Для достижения цели устройство для загрузки трубными загооговками трубогибочной машины, содержащее установленные на основании бункер, наклонный стеллаж-накопитель с механизмом поштучной выдачи заготово упором и толкателем, смонтированными на конце стеллажа-накопителя, и механизм подачи заготовок в рабочую зону, снабжено установленным на сте лаже накопителе напротив толкателя ограничителем и смонтированными на основании направляющими с кареткой установленной с возможностью перемещения вдоль стеллажа-накопителя, причем упор выполнен в виде размещенного на каретке С-образного крон штейна, а механизм подачи заготовки в рабочую зону - в виде поворотного рычага со схватом. Кроме того, оно снабжено датчиком, предназначенным для регистрации величины хода толкателя. На фиг. 1 схематично изображено устройство для загрузки трубными заготовками трубогибочной Машины, общий вид; на фиг. 2 - разрез А-А на фиг. 1. Устройство для загрузки трубными заготовками трубогибочной машины содержит установленные на основании 1 бункер 2, образованный гибким эле ментом 3, один конец которого закре лен на неподвижной стойке 4, а другой связан с приводным барабаном 5. За барабаном установлен наклонный стеллаж-накопитель 6, образованный из отдельных направляющих полос 7. На стеллаже 6 смонтирован механизм поштучной выдачи заготовок, состоящий из предварительного упора 9 и о подпружиненного пружиной 10 двуплечего рычага И. На конце стеллажа 6 за механизмом 8 закреплен упор 12, сбоку от которого установлен толкатель 13, выполненный в виде огибающего дополнительный упор 12 С-образного кронштейна 14, смонтированного На каретке 15. Каретка 15 установлена в направляющих 16 под сте лажом 6 на основании 1. На стеллаже 6 напротив толкателя 13 с другой ст роны упора 12 закреплен ограничитель 17. Каретка 15 кинематически связана с гидромотором 18 через редуктор 19 огибающим шкив 20 и шкив 21. редуктора 19 гибким элементом 22. С редуктором 19 соединен датчик 23, электрически связанный с модулем внешней памяти управляющей трубогибочной -машиной ЭВМ (не показана). За стеллажом 6 смонтирован механизм 24 подачи заготовки в рабочую зону трубогибочной машины 25. Механизм 24 выполнен в виде установлент ного на оси 26 рычага 27 со схватом 28, связанного с гидроцилиндром29. Рабочая зона трубогибочной машины 25 образована поворотньлм гибочным шаблоном 30 и механизмом 31 зажима. Устройство для загрузки трубными заготовками трубогибочной машины работает следующим образом. Барабан 5, вращаясь, натягивает гибкий элемент 3, в результате чего -заготовки вытесняются на направляющие полосы 7 стеллажа-накопителя 6 и располагаются в ряд до предварительного упора 9. Гидроцилиндр 29 поворачивает рычаг 27 вокруг оси 26 в сторону стеллажа 6. Раскрытый схват 28 взаимодействует с плечом рычага 11 и поворачивает его. При этом другое плечо рычага 11 перебрасывает заготовку через предварительный упор 9, и она скатывается по стеллажу до упора 12. После этого включается гидромотор 18 и толкатель 13 перемещает заготовку до ограничителя 17, а датчик 23 регистрирует величину хода толкателя 13 от начального положения до его остановки и выдает электрический сигнал в модуль внешней памяти ЭВМ, служащий командой для выбора соответствующей длине заготовки программы. . , После базирования заготовки между толкателем 1з и ограничителем 17 срабатывает схват 28.и рычаг 27 перемещает заготовку в рабочую зону трубогибочной машины 25. Позиционирующее устройство 32 перемещается из начального положения в сторону гибочного шаблона 3.0 на расстояние,, соответствующее выбранной программе, и автоматически без дополнительного базирования фиксирует конец заготовки. После этого схват 28 механизма 24 освобождаеттрубу и Еычаг 27 возвращается, в свое исходное положение, а позиционирующее устройство 32 подводит заготовку к гибочному шаблону 30 и механизму. 31 зг1жима. Использование предлагаемого устройства для загрузки трубными заготовками трубогибочной машины-позволяет, улучшить условия базирования заготовок и тем самым повысить точность их гибки. Толкатель устройства имеет меньшие, чем у прототипа, габаритные
размеры и большие технологические возможности, так как позволяет базировать заготовки различной длины, в том числе и более короткие, чем длина стеллажа-накопителя. Кроме того, предлагаемое устройство позволяет Одновременно производить автоматическое базирование заготовок различной длины в условиях единичного производства, когда такие заготовки в произвольном порядке расположены на стеллаже-накопителе. При этом сокращаются затраты времени на подготовку трубогибочной машины к работе, благодаря совмещению процессов базирования заготовки, измерения ее длины и подбора соответствующей длине заго;товки программы из числа заранее введенных во внешнюю память ЭВМ программ. Описанное устройство для загрузки трубными заготовками трубогибочной машины позволяет также производить одновременно, с базированием контроль за размерами заготовок и их обработку в случае несовпадения сигнала от датчика, регистрирующего ход толкателя, с параметрами, содержащимися в программах.
Формула изобретения
Устройство для загрузки трубными . заготовками трубогибочной машины.
содержащее установленные на основании бункер, наклонный стеллаж-накопитель с механизмом поштучной выдачи заготовок, упором и толкателем, смонтированными на конце стеллажа-накопителя,- и механизм подачи заготовок в рабочую зону, отличающееся тем, что, с целью улучшения условий базирования заготовки, оно снабжено установленным на стеллаже-накопителе напротив толкателя ограничителем и смонтированными на основании направляющими с кареткой, установленной с возможностью перемещения вдоль стеллс1жа-накопителя причем упор выполнен в виде размещенного на карет-, ке С-образного кронштейна, а механизм подачи заготовки в рабочую зону - в виде поворотного рычага со схватом. 2. Устройство по п. 1, о т л ичающе ас я тем, что, с целью
0 повышения производительности, оио снабжено датчиком, предназначенным для регистрации величины хода толкателя .
Источники информации,
5 принятые во внимание при экспертизе
1,Авторское свидетельство СССР
3888818, кл. В 21 D 43/02,03.09.68.
0 533502, кл. В 30 В 15/30,02.09.76 . (прототип) .
