Изобретение относится к переработке термопластичных материалов в изделие литьем под давлением.
Известна форма для литья термопластичных материалов, содержащая параллельно расположенные неподвижную, подвижную и среднюю плиты, в плоскостях разъема которых выполнены формуюш,ие гнезда, центрирующие щтыри, подпружиненные захваты, телескопические колонки и выталкиватели.
Предлагаемая форма отличается от известной тем, что в подвижной плите соосно центральному литниковому каналу формы установлен отсекатель в виде подпружиненного стерл ня, выступающего за пределы формы со стороны, обратной литниковому каналу на величину, соответствующую толщине средней плиты. Это обеспечивает автоматическое отделение центрального стержневого литника от разводящих литников, расположенных в плоскости разъема между средней и подвижной плигами.
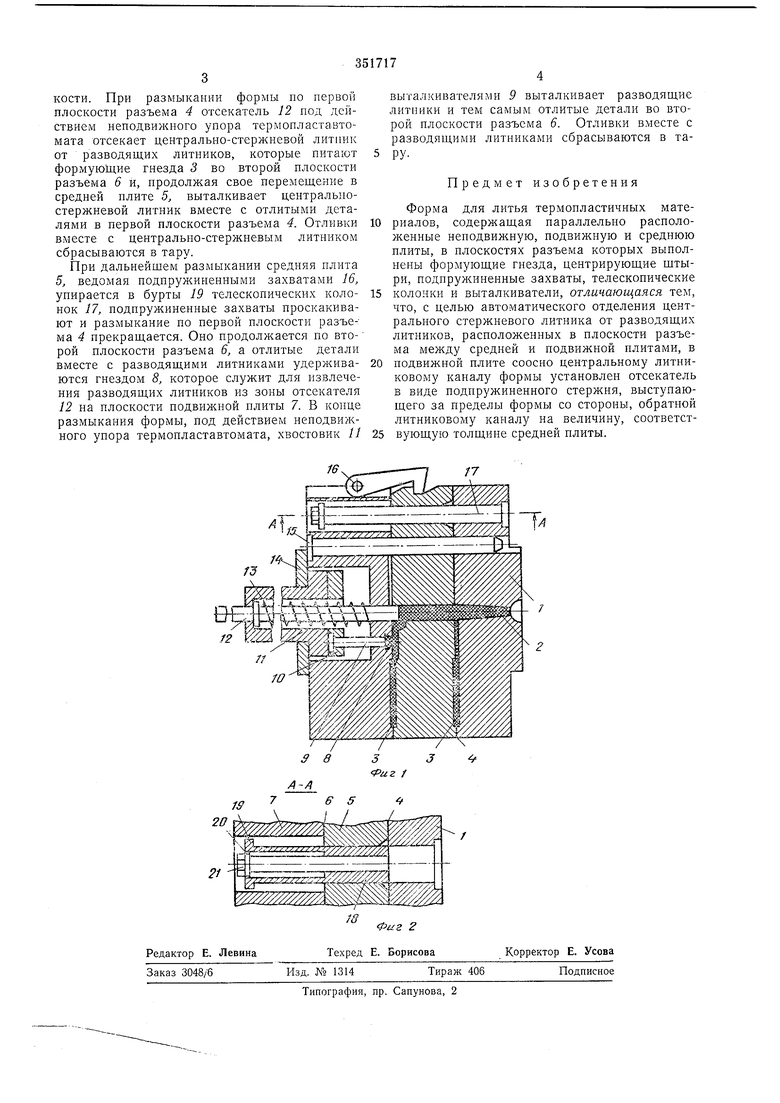
На фиг. 1 схематически изображена предлагаемая форма для литья термопластических материалов, общий вид; на фиг. 2 - разрез по Л-А на фиг. 1.
5, вторую плоскость разъема 6, подвижную плиту 7 с гнездами 8, служащими для захвата и удерживания разводящих литников, выталкиватели 9, планку 10, хвостовик //, отсекатель 12, который отсекает центрально-стержневой литник от разводящих литников во второй плоскости разъема 6, пружину 13 возврата, направляющее кольцо 14, щтыри 15 центрирующие и подпружиненные захваты 16, которые осуществляют размыкание формы по первой плоскости разъема 4 на телескопических колонках 17.
Телесконические колонки 17 включают в себя плавающие втулки 18 с буртами 19, служащими ограничителями величины размыкання формы по первой плоскости разъема 4, шайбу 20 и болт 21, служащие ограничителями перемещения плавающей втулки 18.
Для регулирования температуры в форме имеются каналы для нротекающей воды (каналы на чертеже не показаны).
Форма для литья термопластических материалов работает следующим образом.
После заливки и требуемой выдержки происходит размыкание формы по первой плоскости разъема 4, которое осуществляют подпружиненные захваты 16. Перемещение средней плиты 5 осуществляется на телескопических колонках 17, позволяющих получить необходи.мую величину разъема по первой плос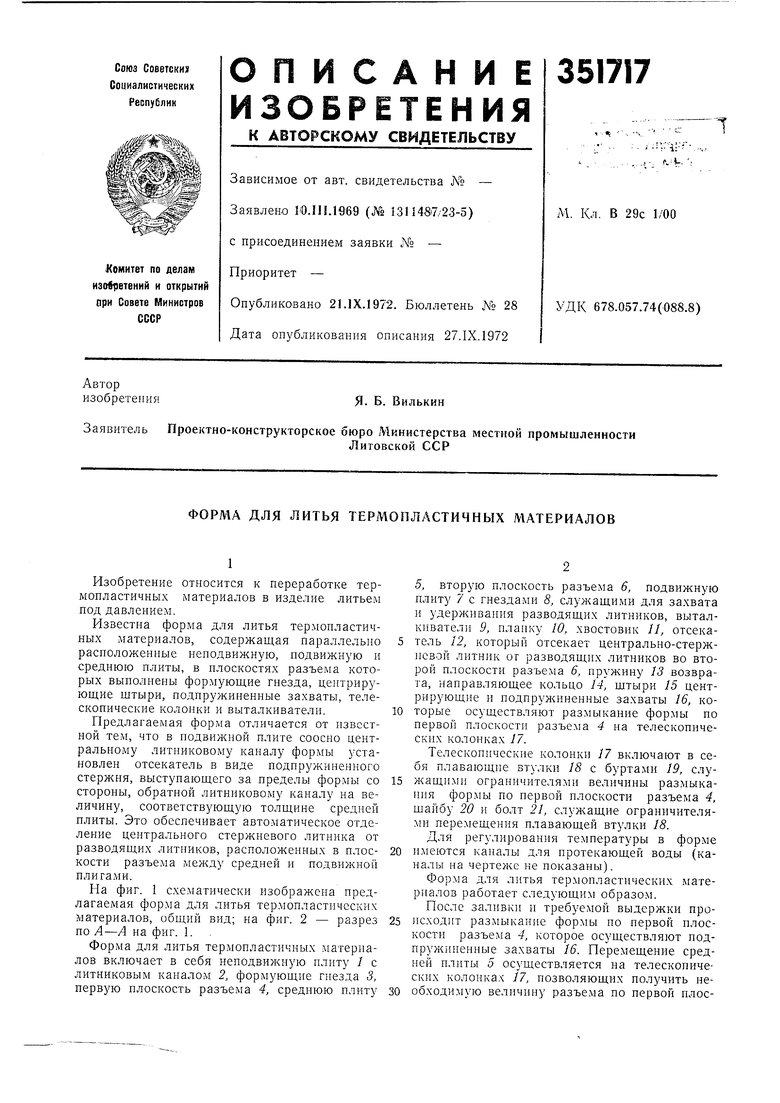
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМА ДЛЯ ЛИТЬЯ ТЕРМОПЛАСТИЧЕСКИХ МАТЕРИАЛОВ | 1971 |
|
SU292809A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1981 |
|
SU954241A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1977 |
|
SU703340A1 |
| Литьевая форма для полимерных изделий со срезом впускных литников | 1978 |
|
SU763117A1 |
| Роторно-конвейерная линия для изготовления изделий из термопластов | 1989 |
|
SU1799327A3 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1399150A1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1676818A1 |
| Литьевая форма для полимерных изделий с отрывом точечных литников | 1989 |
|
SU1736725A1 |
| Литьевая форма для полимерных изделий | 1981 |
|
SU994272A1 |
| Литьевая форма для изготовления длинномерных полимерных изделий | 1988 |
|
SU1590391A1 |
