Предлагаемое устройство может быть использовано в инструментальном производстве для сборки твердосплавных пластин с рел ущим инструментом.
Известное устройство, содержащее основание со стойкой и скалкой, на которой смонтирована подвижная оправка с подпружиненными державками для поджатия пластин, имеет малую производительность и иизкое качество изделия.
В предлагаемом устройстве для -повышения производительности и качества пайки уа оправке закреплены кронштейны по числу припаиваемых пластин, в которых смонтированы подпружиненные толкатели, взаимодействуюш,ие с составными рычагами, один конец каждого из которых шарнирно соединен со стержнями, закрепленными в кронштейнах, а на другом установлены с возможностью перемеш,ения державки, подпружиненные дополнительными пластинчатыми пружинами.
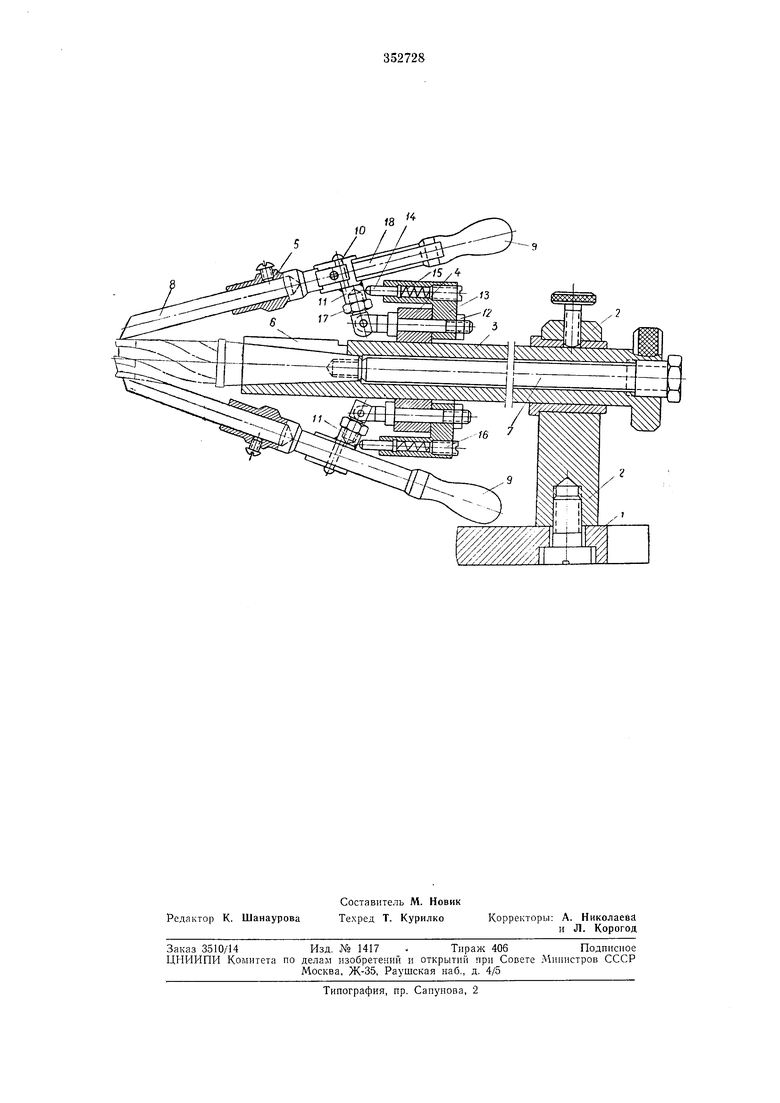
На чертеже изображено предлагаемое устройство.
Устройство содержит основание 1, стойку 2, скалку 3, оправку 4, подвижно закрепленную на скалке 3, со смонтированными на ней державками 5 для крепления пластинок.
передний конец которого выполнен в виде цанги 6 и имеет гнездо, соответствующее форме державки напаиваемого инструмента. На заднем конце скалки есть внутренняя резьба,
в которую ввертывается стержень 7, служащий для удаления инструмента из цанги 6 после пайки.
На скалке 3 подвижно закреплена оправка 4 с отверстиями по диаметру, предназначенными для размещения деталей, приводящих в действие державки 5 с графитовыми наконечниками 8 и ручками 9.
Графиг принят в качестве материала для державок потому, что он не оплавляется и
обладает необходимой прочностью при температуре 2000-2500°С.
Державки 5 представляют собой цилиндрические стержни, в пустотелых передних концах которых закреплены графитовые наконечНИКИ 8, а на задние - навернуты пластмассовые ручки 9. Средней частью державки 5 подвижно соединены с П-образными деталями 10, жестко закрепленными на верхних концах рычагов //.
Механизм, приводящий державки в рабочее положение, выполнен следующим образом. К торцовой поверхности оправки 4 стержнями 12 подвижно закреплены кронштейны 13. Количество кронштейнов зависит от числа лезчества одновременно напаиваемых пластинок твердого сплава. В отверстиях, выполненных в верхних частях кронштейнов 13, смонтированы устройства, состояи1.ие из цилиндрического толкателя 14, спиральной пружины 15 и резьбовото штифта 16. Эти устройства предназначены для приведения державок с графитовыми наконечниками в рабочее положение, т. е. для прижатия пластинок к корпусу инструмента в направлении усилия прижатия, перпендикулярном основанию пластинки. Это осуществляется путем воздействия подпружиненного толкателя 14 па рычаг //, состояш,ий из двух цилиндров, ввернутых один в другой, определенная высота которого фиксируется контргайкой 17. При этом нижняя часть рычага // шарнирно соединена с концом горизонтального стержня 12, закреилепного в оправке 4. Усилие прижатия, нормальное к основанию пластинки, регулируется резьбовым штифтом 16. Пластинки прижимаются к корпусу в осевом направлении, т. е. к боковой поверхности гнезда за счет действия на державку пластинчатой пружины 18, жестко закрепленной одним концом в детали, имеющей П-образную форму, а вторым - упирающейся в пластмассовую ручку .9. Такая пружина необходима для фиксирования пластинки всегда в определенном положении и устранения возможности ее смещения. Таким образом, устройство обеспечивает сборку и крепление пластинок перед пайкой и в процессе пайки. Выполнение рычага 11 составным обеспечивает возможность регулирования положения державок при переналадке для пайки инструмента с разными диаметрами рабочей части. Подвижное закрепление шарнирного соединепия в оправке 4 позволяет устанавливать державки 5 в любом направлении в зависимости от угла спиральной канавки, выполненной на корпусе инструмента. Сборка пластин осуществляется следующим образом. Корпус инструмента, к которому припаивают пластинки твердого сплава, вставляется в переднюю часть скалки 3, которая должна соответствовать форме хвостовика инструмента, с тугой посадкой для предотвращения выпадения или его ироворота от действия пружин 15 и 18. После этого в гнездо, подготовленное в корпусе инструмента, кладутся припой и пластинка твердого сплава, которые в определенном положении прижимаются графитовым наКО-нечнИКОм 8. Поскольку прижимы работают (иезависимо друг от друга, установка и крепление следующих пластинок производятся аналогичнььм образом. При этом для удобства оборки скалку 3 но-вораЧ1И1вают в стойке 2 на определенный шат. После сборки пластинок производится пайка. Для пайки наиболее целесообразно применять индукционный нагрев с использованием простейших индукторов, которыми широко пользуются в промышленности. Предмет изобретения Устройство для сборки под пайку твердосплавных пластин с корпусом режущего инструмента, содержащее основание со стойкой и скалкой, иа которой смонтирована подвижная оправка с подпружиненными державками для поджатия пластин, отличающееся тем, что, с целью повышения производительности и качества пайки, па оправке закреплены кронштейны но числу припаиваемых пластин, в которых смонтированы подпружиненные толкатели, взаимодействующие с составными рычагами, один конец каждого из которых шарнирно соединен со стержнями, закрепленными в кронштейнах, а на другом установлены с возможностью перемещения державки, подпружиненные дополнительными пластинчатыми пружинами.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ПРИПАЙКИ ТВЕРДОСПЛАВНЫХ ПЛАСТИН К РЕЖУЩЕМУ ИНСТРУМЕНТУ | 1967 |
|
SU198105A1 |
| Полуавтомат для пайки твердосплавных пластин с державками режущего инструмента | 1984 |
|
SU1465224A1 |
| Устройство для сборки под пайку твердосплавных пластин с корпусом режущего инструмента | 1984 |
|
SU1181832A1 |
| Полуавтомат для пайки инструмента | 1974 |
|
SU575192A1 |
| Устройство для хромирования наружных поверхностей деталей | 1990 |
|
SU1737030A1 |
| Устройство для пайки твердосплавных пластин с державками режущего инструмента | 1978 |
|
SU740449A1 |
| Устройство для сборки под индукционную пайку резцов из державок и режущих кернов | 1987 |
|
SU1489957A1 |
| Устройство для пайки | 1980 |
|
SU889349A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И ПАЙКИ | 1967 |
|
SU194529A1 |
| Линия для пайки | 1986 |
|
SU1433665A1 |