Изобретепие относится к области переработки поли.мериых материалов в универсальных блок-формах как стационарных, так и лолустационарных.
Известны универсальные блок-формы для изготовления изделий из иолимерных материалов, содержащие загрузочную камеру с литьевыми пуансоном, систему подвижных и неподвижных плит, пресс-форму, размещенную на неподвижной плите под загрузочной камерой, выталкивающую систему и укрепленный на нлите загрузочной камеры разъемник пресс-формы.
Однако в указанных блок-формах невозможно осуществлять разъем пресс-форм различных типоразмеров и с различным количеством плоскостей разъема, так как разъемпик жестко закреплен в блоке и имеет определенное постоянное число ступеней.
С целью расщирения диапазона использовання блока для пресс-форм различных типоразмеров и с различным количеством плоскостей разъема разъемиик выполнеи в виде ступенчатой втулки с фиксатором, смонтированной с возможностью поворота на тяге, у крепленной в плите загрузочной камеры.
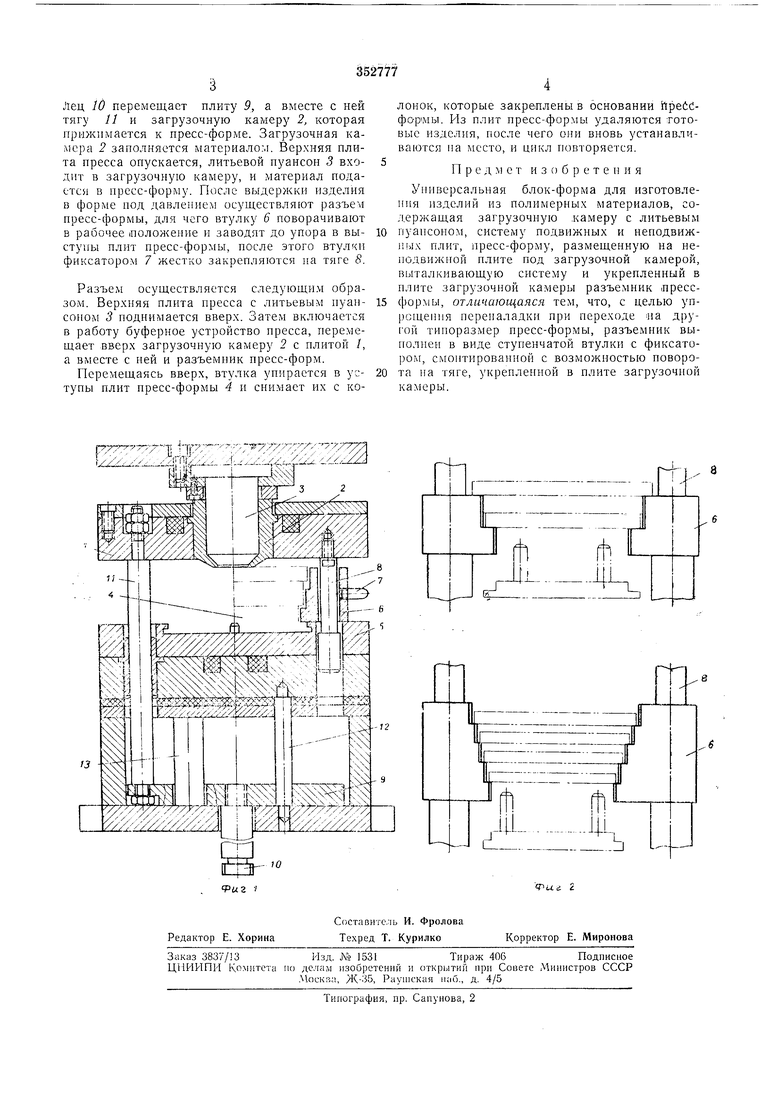
мой блок-формы; на фиг. 2 - различные виды разъеминка.
Описываемая блок-форма содержит загрузочную камеру 2, размещенную в плите ) с литьевым нуа соном 3, пресс-форму 4, установленную в иазах плиты 5, разъемник нрессформ, вынолненный в виде ступенчатой втулки 6 с фиксатором 7, смонтированной с возможностью иоворота на тяге 8, укрепленной в плите У загрузочной камеры 2, и буферную систему, состоящую нз плиты 9 с укрепленными в ней пальцем 10 и тягой //, связывающей плиту 9 с плитой / загрузочной камеры 2.
Для обеспечения точного перемещения плиты 9 в основании блок-формы закреплены иаГ1равляющие колонки 12 и 13.
Блок-форма работает следующим образом.
Вначале производят переналадку блок-формы в соответствии с типоразмером пресс-формы, для чего устанавлпвают блок-форму на прессе в открытом положении. Тяги 8 открепляют от плиты /, снимают втулку 6 и устанавливают нужную втулку в соответствии с иресс-формой. Тягу 8 вновь крепят к плите 1, при этом втулку 6 поворачивают в нейтральное положение. В пазы плиты 5 устанавливают пресс-форму 4. Блок-форма готова к работе.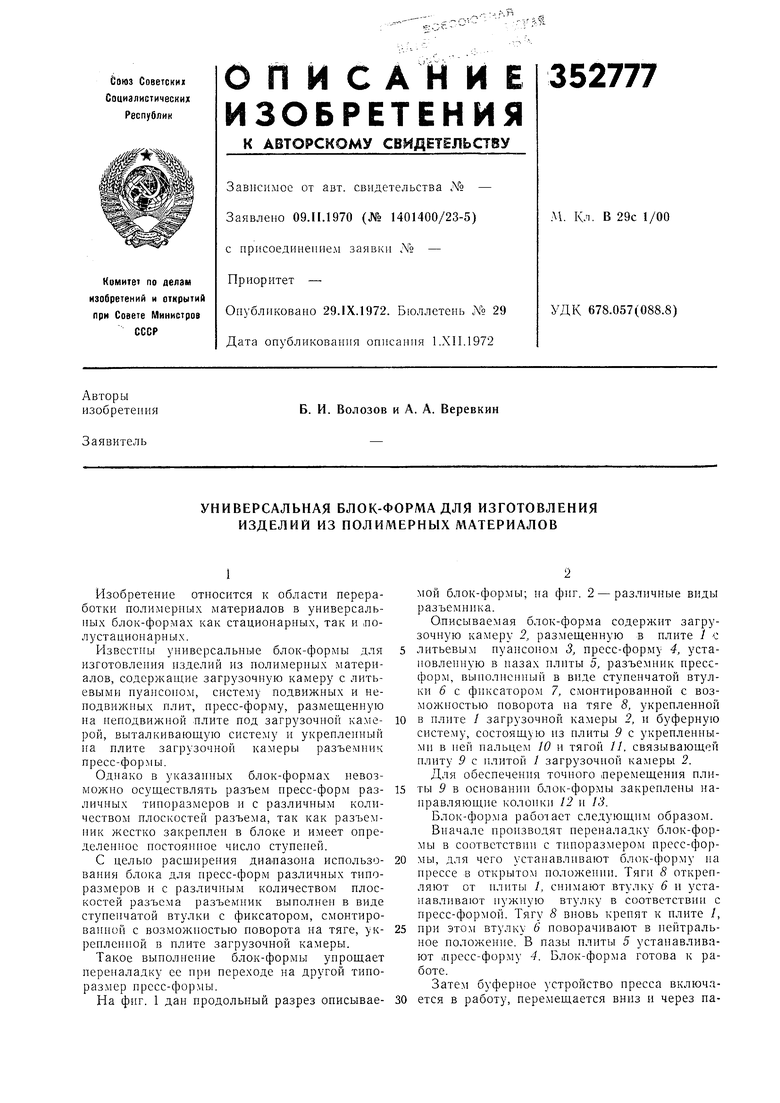
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальный блок для изготовления изделий из пластмасс | 1980 |
|
SU956279A1 |
| Универсальный блок для изготовления изделий из пластмасс | 1979 |
|
SU859170A1 |
| Универсальная блок-форма для литьевого прессования изделий из полимеров | 1977 |
|
SU703338A1 |
| Универсальный блок для изготовления изделий из полимерных материалов | 1980 |
|
SU927512A1 |
| Универсальный блок литьевого прес-СОВАНия издЕлий из РЕАКТОплАСТОВ | 1979 |
|
SU797881A1 |
| Литьевая пресс-форма для изготовления полых изделий сложной конфигурации | 1980 |
|
SU939229A1 |
| Универсальный блок литьевого прессования | 1980 |
|
SU927511A1 |
| Универсальный блок для литьевого прессования изделий из полимеров | 1985 |
|
SU1549766A1 |
| Универсальный блок литьевого прессования изделий из реактопластов | 1978 |
|
SU725889A1 |
| ЛИТЬЕВАЯ ФОРМА С АВТОМАТИЧЕСКИМ ВЫВИНЧИВАНИЕМ РЕЗЬБОВЫХ ЗНАКОВС'Ч-; TJvJTi^'г |-ГчН'-^'-"•;-;--'::;и;.:-;;-.нд?;|С' i-i.':::, '• i.-л -т"-; f л-- >&^>&t-!x.f ; СПА | 1971 |
|
SU307905A1 |
