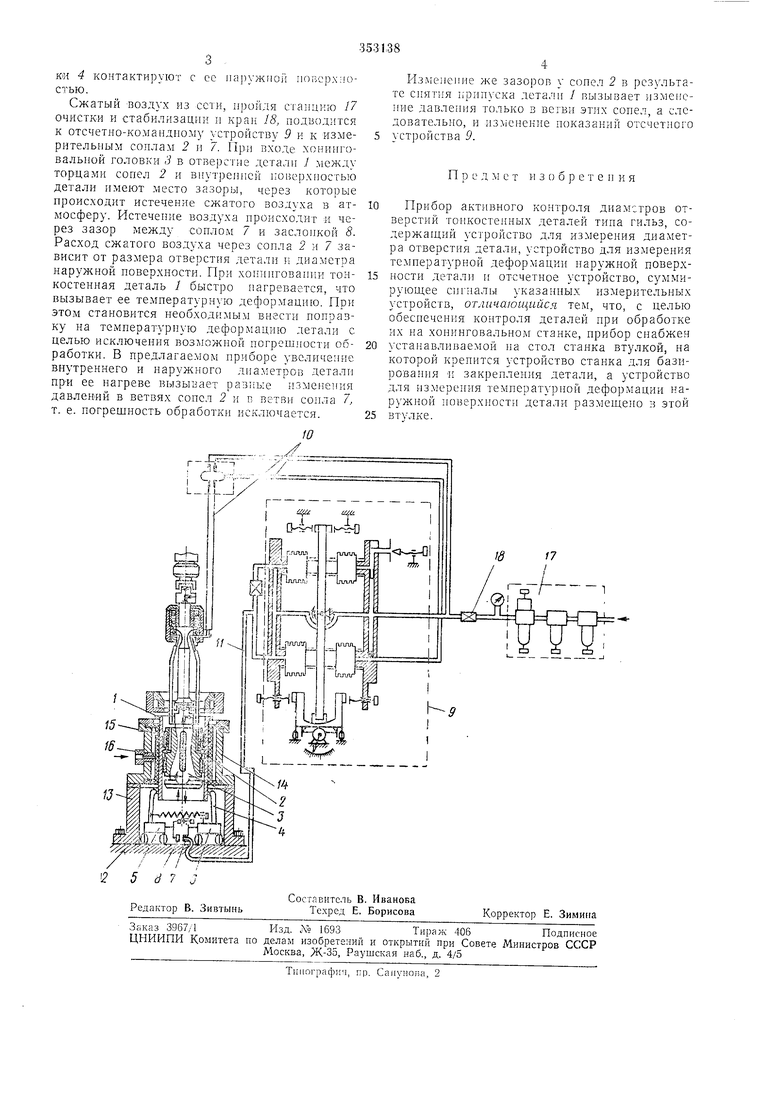
Изобретение относится к средствам активното контроля размеров деталей и может найти применение при хонинговании отверстий дета.лей типа гильз, когда необходимо внесение в результаты контроля поправки, учитывающей температурную деформацию детали. Известны приборы активного контроля диаметров отверстий тонкостенных деталей типа гильз, содержащие устройство для измерения диаметра отверстия детали, устройство для измерения температурной деформации наружной детали и отсчетное устройство, суммирующее сигналы указанных измерительных устройств. Известный нрибор служит для контроля деталей типа гильз па круглошлифовальном станке, но он не может быть применен для активного контроля на хониптовальиом станке, так как последний обладает другими условиями доступа к детали, ее базирования и закрепления. Предлагаемый прибор отличается от известного тем, что с целью применения его для контроля деталей при обработке их на хонинговальном станке, он снабжен устанавливаемой на стол станка втулкой, на которой крепится устройство станка для базирования и закрепления детали, а устройство для измерения температурной деформации наружной поверхности деталн размещено в этой втулке. На чертеже изображен предлагаемый прибор. Прибор содержит устройство для измерения диаметра отверстия детали /, выполненное в виде пиевматических сопел 2, установленных в хон нговальной головке 3; устройство для измерения температурной деформации наружной поверхности детали 1, выполненное в виде двух измерительных наконечников 4, установленных на каретках 5 и 6, несущих пневматическое сопло 7 и заслонку 8; отсчетно-командпое стройство 9, с ммирующее пневматические сигналы от указанных измерительных устpoiicTB, поступающие от них к устройству 9 но каналам 0 и //. Устройство для измерения температурной деформацип детали / размещено в закрепленной на столе 2 станка втулке 13. Па втулке 13 установлено устройство станка для базирования и крепления детали на позиции обработки, выполненное в виде втулки 14 и эластичной диафрагмы 15, в пространство между которыми через щтуцер 16 подается сжатый воздух, обеспечивающий крепление детали. Прибор работает следующим образом: деталь 1 уста авл зается иа позицию обработки, к штуцеру 16 подается сжатый воздух и деталь зажимается диафрагмой 15. В таком положении догали измерительиые наконечни