Изобретение относится к области накатки зубчатых колес.
Известно устройство для калибровки цилиндрических зубчатых колес с осевой подачей заготовки, содерлйщее три накатниква мастерившее тер ню и толкатель для осевого перемещения заготовки.
Недостатком этого устройства является ручная установка заготовок на оправку и их съем после прокатки или калибровки, что существенно снижает производительность уст ройства.
Повышение производительности калибровки в предлагаемом устройстве достигается за счет того, что накатники выполнены с копьцевыми проточками в зонах загрузки и выгруз- ки заготовок, причем проточка одного накатника в зоне загрузки имеет диаметр, на 2-3 моду- пя меньший наружн ого диаметра накатника .
На фиг. i Г показано устройство в аксоно. метрии; на , 2 - продольный разрез по двум накатникам на фиг. 3 - поперечный разрез устройства.
зубчатыми накатниками 1, 2, 3 под углом 120 один относительно другого, синхронизирующей мастер-шестерни 4, топкателя 5 заготовки, желоба 6 подачи заготовки и желоба 7 приема калиброванной детали..
Заборная часть накатника 1 в зоне загрузки заготовки 8 из желоба 6 выполнена с диаметром, меньшим диаметра калибрующей части накатника.;
Ширина проточка накатника 1 в зоне загрузки заготовки несколько больше ширины заготовки, диаметр проточки меньше наружного диаметра калибрующей части накатника на 2-3 модуля.
Накатник 2 в зоне приема заготовки также имеет Проточку для свободного прохода заготовки в калибрующую зону
Накатник 3 в зоне приема загот й8:и цельный. Для подачи заготовки в зоиу кж1Ибров ния служит толкатель 5,
За зоной приема заготовки следует зоиа калибрования. Устройство работает следуюашм образом. Синхронное вращение накатников осушеспвпяется мастер-шестерней 4. Из желоба 6 заготовка 8 попадает в.зону загрузки заготовки. За счет разности скоростей накатника 3 и проточки накатника 1 . зубья заготовки 8 попадают во впадины зубьев накатников. Заготовка в калибрующую зону накатников перемещается за счет осевой подачи толкателем 5, где завершается формообразование зубьев,- Прокалиброванная заготовка попада- ет в проточки накатников выполненные в зоне выгрузки заготовки и скатывается по желобу 7, Ф о р м у л а изобретения -Устройство для калибровки цилиндрическ} зубчатых Konecj содержащее три равномерно расположенные по окру вдости зубчатых накап ника, охватывающие зш отовку, мастер-шестернЮэ находящуюся в зацеплении со всеми накатниками, размещенный соосно с ней толкатель для осевого перемещения заготовки, а также два желоба для загрузки к выгруэки заготовкИа от л и, чающееся тем, 4TOs с целью повышения производительности, на накатниках выполнены кольцевые проточки в зонах загрузки и выгрузки заготовок, причем проточка одного накатника в зоне загрузки имеет диаметр S па 2-3 модуля мень ший нарЗжнсго диаметра накатника.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для калибровки зубчатых колес | 1981 |
|
SU967642A1 |
| СПОСОБ НАКАТЫВАНИЯ ЗУБЧАТЫХ ВЕНЦОВ | 1991 |
|
RU2015780C1 |
| Способ накатки зубчатых колес | 1987 |
|
SU1710174A1 |
| СПОСОБ ОБКАТКИ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХКОЛЕС | 1969 |
|
SU237561A1 |
| Способ накатки зубчатых профилей | 1989 |
|
SU1810195A1 |
| Накатник для зубчатых колес | 1990 |
|
SU1801697A1 |
| Устройство для накатывания зубчатых профилей | 1980 |
|
SU880591A1 |
| Устройство для восстановления зубчатых колес | 1990 |
|
SU1773658A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ ПРОФИЛЕЙ ТИПА ЗВЕЗДОЧЕК ЦЕПНЫХ ПЕРЕДАЧ | 1991 |
|
RU2018400C1 |
| Стан для поперечно-клиновой прокатки изделий типа ступенчатых валов | 1981 |
|
SU952406A1 |
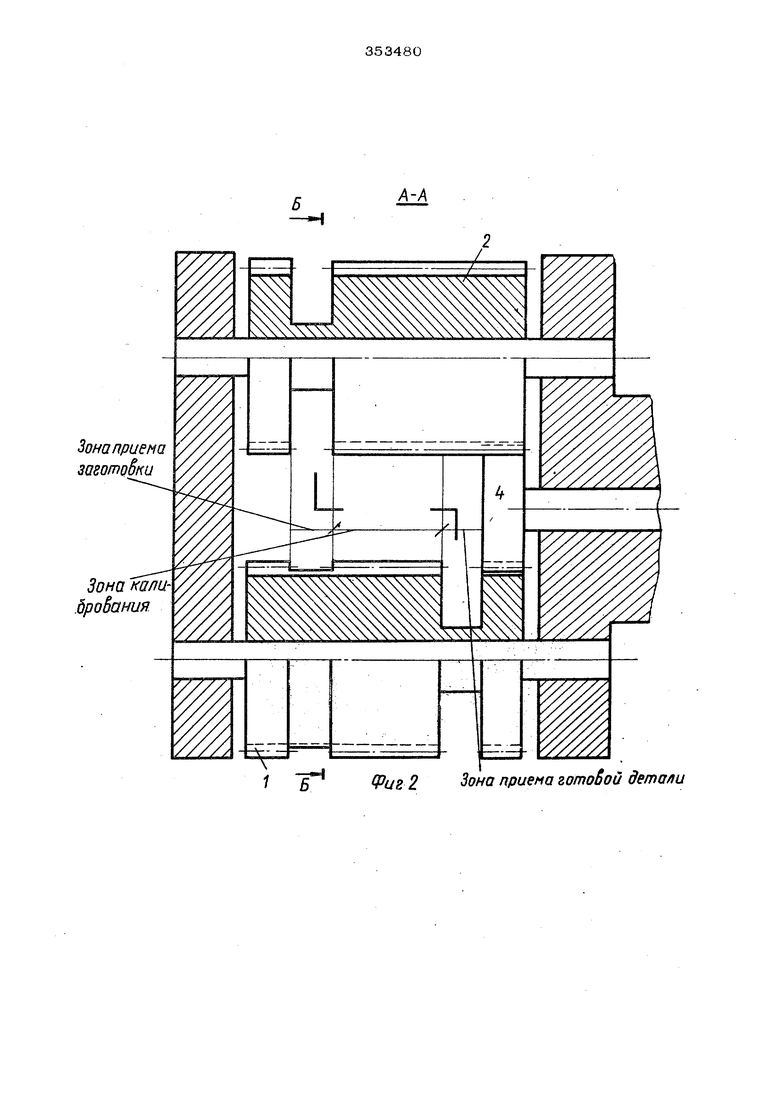

Зона приема заготовки Зона капи.дроёаиия 1 5 fpi/g 2 Зона приема готобой детали
