Изобретение предназначено для металлообрабатывающей, станкостроительной промышленности, например, для изготовления штампов, пресс-форм, двусторонних мастер-иуансонов.
Известны копировальные станки для изготовления объемных элементов с оппозитно расположенными головками, кинематически связанными посредством согласуюшего механизма.
Однако на таких станках невозможно обработать -по одной модели две сопрягаемые .конгруэнтные половины, а также получить эквидистантные поверхности под толш.ину стенки прессуемого материала.
Кроме того, недостатками являются значительное трение копировального пальца щупа о модель и инерционность инструментальных головок.
Для обеспечения заданного зазора между пуансоном и матрицей согласующий механизм выполнен В виде несушей на наружной поверхности втзлки соленоид, внутри которой расположен упруго воздействующий на одну из инструментальных головок толкатель, жестко соединенный со второй головкой и копировальным щупом.
вым концом в другую часть и образующий винтовую пару с подпрул иненной с обеих сторон гайкой, зафиксированной от поворота. Копировальный щуп снабжен шариком,
расположенным на его рабочем конце.
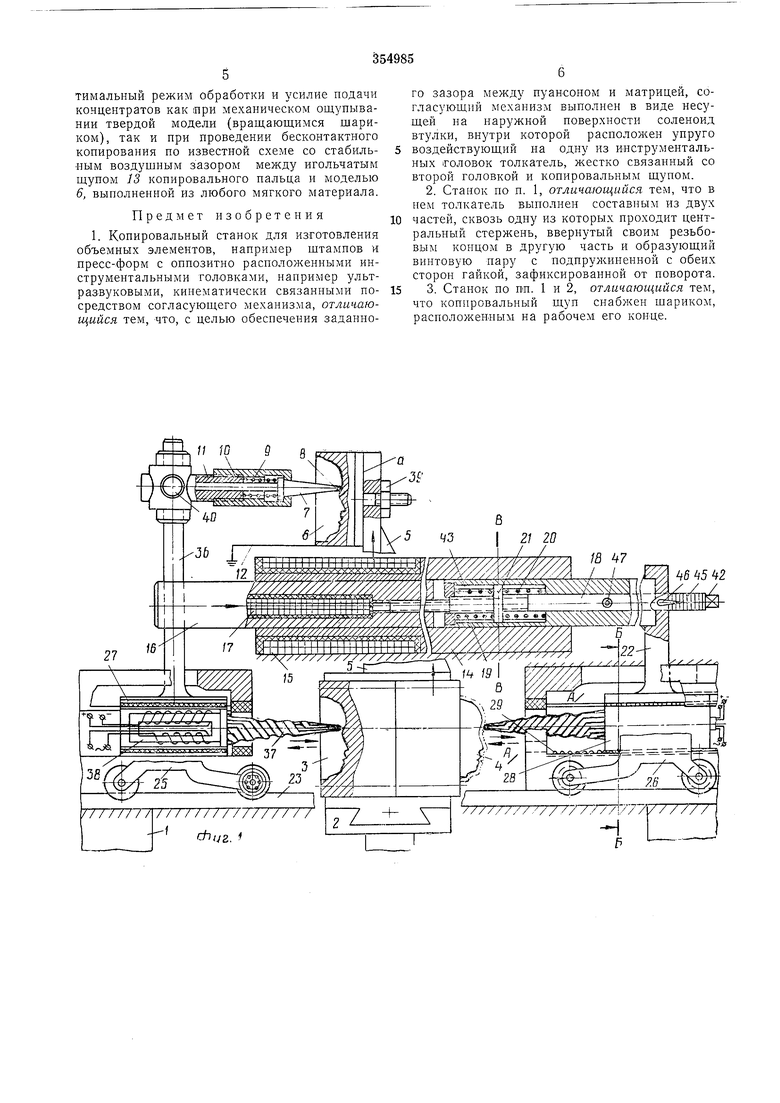
На фит. 1 схематически изображен общий вид предлагаемого станка с одновременно обрабатываемыми пуансоном и матрицей с частичным разрезом (копировальный палец показан в исполнении для механического ощупывания модели); на фиг. 2 представлен копировальный палец в исполнении для бесконтактного копирования; на фиг. 3 - средняя часть ультразвукового концентратора, разрез
по Л-Л на фиг. 1; на фиг. 4 - ультразвуковая легкоподвижная головка, разрез по Б-Б по направляющей качения для «круглых тел на фиг. 1; на фиг. 5 -щлицевая гайка, регулирующая зазор между пуансоном и матрицей и резкость рельефа пуансона, разрез по В - В на фиг. 1.
Станок содержит станину 1, несущую подъемный стол 2 -с продольным и поперечным ие-. ремещениями путем строчных подач, на котором закреплен обрабатываемый блок, состоящий из матрицы 3 и пуансона 4. Стол осна-щен кронштейном 5, на торцевую вертикальную плоскость а которого фиксируется мат-ричная или пуансонная модель 6 под подпру3цованным в его рабочую часть вращающимся шариком 8 (с учетом ведения процесса копирования методом механического ощупывания модели - см. фиг. 1). Тарировка пружины 9 осуществляется резьбовой втулкой 10, распо-5 ложенной поверх полой щпильки //. На случай проведения бесконтактного копирования цуансонная или матричная модель 6 может быть выполнена из любого мягкого материала, покрытого токопроводящим слоем, с за-Ю землением 12. Рабочий элемент ее копировального пальца выполнен в виде игольчатого щупа 13 (см. фиг. 2), следящего за постоянством воздущного зазора между ним и моделью, к которой подведено высокое напря-15 жение, например 1250 в (полупроводниковая следящая система не показана). Станина также «есет направляющую втулку 14, выполненную в виде ступенчатого цидиндра под рабочую соленоидную обмотку 1520 постоянного тока с толкателем 16, состоящим из двух раздельных частей, взаимодействующих со втулкой 14. В одну часть толкателя заложена демпфирующая катушка /7, а,вдругую ввернут центральный стержень 18. Эта25 часть толкателя с демпфирующей катущкой и образует винтовую пару с подпружиненной с двух сторон пружинами 19 и 20 гайкой 21. ТаКИМ образом толкатель 16 взаимодействует с головкодержателем 22, жестко связанным со30 второй концевой частью толкателя 16. Направляющая втулка 14 соленоида закреплена на станине строго параллельно общей направляющей 23, взаимодействующей с направляющими качения для «круглых тел,35 каждая из которых состоит из Т-образного монорельса 24 (см. фиг. 4) под подшипниковые колесные мосты 25 и 26 легкоподвижных инструментальных ультразвуковых головок 27 и 28 (см. фиг. 1). Верхняя часть монорельса40 заполнена щариками 29 под наиболее низко расположенную образующую 30 инструментальных головок 27 и 28, уравновещенных симметрично расположенными через 120° другими ее образующими 31 и 32, также запол-45 ненными шариковыми дорожками под радиально выступающие прямолинейные призмы 33 и 34 верхней Т-образной части 55 монорельса 24. Часть толкателя с демпфирующей катущкой50 17 непосредственно соединена со вторым головкодержателгм 36 между осью копировального пальца 7 и осью ультразвуковых концентраторов 37, закрепленных на магнитострикционных преобразователях 38 головок.55 Работа станка Вслед за установкой и креплением спаренного блока из предварительно отлитых или штампованных заготовок под матрицу 5 и пу-60 ансон 4 на подъемный стол 2 станка и установкой пуансонного или матричного образца 5 4 строчными продольными и поперечными перемещениями подъемного стола 2. Винтом 40 фиксируют степень выдвижения копировального пальцедержателя 41 (см. фдр 2) или полой щпильки 11 (см. фиг. 1) до одновременного касания рабочими элементами копировальных пальцев соответственно вращающимся щариком 8 или игольчатым щупом 13, как и вершинами обоих ультразвуковых концентраторов 37 торцевых баз матричной и пуансонной заготовок и модели, Развод ультразвуковых головок 27 и 28 до расстояния между рабочими точками концентраторов 37, равного расстоянию между торцевыми базами пуансонной и матричной заготовок спаренного блока, достигается путем вывертывания посредством вращения за квадратный хвостовой конец 42 центрального стгржня 18 из толкателя 16 с соблюдением, к примеру, следующего условия. Шлицевая гайка 21 центрального стержня 18 при взаимодействиях его ступенчатой резьбы меньщего шага с толкателем 16 не должна выходить из кольцевого паза 43 в пределах диаметрально расположенных щлицевых выступов 44. Гайка 21 при наладке может перемещаться в любую стороау поверх резьбы с большим шагом центрального стержня 18 лишь после полного его рассоединения с частью толкателем 16 с демпфирующей катушкой и приведением ее во взаимодействие со щлицевыми выступами 44. Чтобы сохранить несимметричное положение щлицевой гайки 21 между разнотарируемыми оппозитными пружинами 19 и 20 следует снова соединить центральный стержень 18 с частью толкателя 16, оставив ее в шлицевом пазу 44. Степень тарировки пружины 20, указывающая «а величину получаемой эквидистанты, определяется окружной щкалой 45 на хвостовой части центрального стержня /8 и индикаторной стрелкой 46 на головкодержателе 22. Сквозным щтифтом 47 можно фиксировать совместно детали /8 и 22 для получения чисто конгруэнтных 1пл0|0костей. С завершением установочных и наладочных операций от регулируемого источника питания постоянного тока (на чертежах не показан) на соленоид 15 подается минимальное напряжение, необходимое для обеспечения совместного перемещения обеих оппозитно установленных головок 27 и 28 с незначительным сжатием пружины 9 под действием минимального сопротивления модели 6 на вращающийся шарик 8 копировального пальца 7 при его строчном механическом ощупываПодбор минимального давления как на копировальный вращающийся щарик 8, так и на концентраторы 37 инструментальных головок 27 и 28 можно осуществить с помощью инструментальных пружинных индикаторов.
тимальный режим обработки и усилие подачи концентратов как при механическом оодупывании твердой модели (вращающимся шариком), так и при проведении бесконтактного копирования по известной схеме со стабильным воздущным зазором между игольчатым щупом 13 копировального пальца и моделью 6, выполненной из любого мягкого материала.
Предмет изобретения
1. Копировальный станок для изготовления объемных элементов, например щтампов и пресс-форм с оппозитно расположенными инструментальными головками, например ультразвуковыми, кинематически связанными посредством согласующего механизма, отличающийся тем, что, с целью обеспечения заданного зазора между пуансоном и матрицей, согласующий механизм выполнен в виде несущей на наружной поверхности соленоид втулки, внутри которой расположен упруго воздействующий на одну из инструментальных головок толкатель, жестко связанный со второй головкой и копировальным щупом.
2.Станок по п. 1, отличающийся тем, что в нем толкатель выполнен составным из двух частей, сквозь одну из которых проходит центральный стержень, ввернутый своим резьбовым концом в другую часть и образующий винтовую пару с подпружиненной с обеих сторон гайкой, зафиксированной от поворота.
3.Станок по пп. 1 и 2, отличающийся тем, что копировальный щуп снабжен шариком, расположенным на рабочем его конце.

| название | год | авторы | номер документа |
|---|---|---|---|
| КОПИРОВАЛЬНЫЙ СТАНОК | 1973 |
|
SU387817A1 |
| КОПИРОВАЛЬНЫЙ СТАНОК | 1972 |
|
SU354983A1 |
| Станок для изготовления объемных деталей по копиру (модели) | 1970 |
|
SU455837A1 |
| Копировальный станок для изготовления сопрягаемых элементов | 1978 |
|
SU670416A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕСС-ФОРМ И ШТАМПОВ | 1972 |
|
SU354947A1 |
| Копировальный станок | 1981 |
|
SU997999A1 |
| Станок для копировальной обработки | 1981 |
|
SU998095A1 |
| Устройство для автоматической смены инструмента | 1983 |
|
SU1135593A1 |
| СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ОБЪЕМНОГО ИЗДЕЛИЯ, В ОСОБЕННОСТИ ЭЛЕМЕНТА ЗУБНОГО ПРОТЕЗА, ПОСРЕДСТВОМ АВТОМАТИЧЕСКОГО КОПИРОВАНИЯ | 1999 |
|
RU2232559C2 |
| КОПИРОВАЛЬНЫЙ ЩУП С ТРЕХКООРДИНАТНОЙ СЛЕДЯЩЕЙ СИСТЕМОЙ УПРАВЛЕНИЯ ИЗМЕРЕНИЕМ | 1991 |
|
RU2025649C1 |

/5
ф1/8. 2
35
Л-fl
Фиг. .3
Б-Б
Фиг. 5
ФИ2Л
