1
Изобретение относится к металлообработке, в частности к копировальным станкам.
Известны копировальные станки с си.мметрично расположенными кривошипно-ползунными механизмами для изготовления объемных деталей по копиру (модели) в условиях непрерывного перемещения копира и заготовок, обрабатываемых инструментами, закрепленными в кинематически связанных между собой инструментальных головках, управляемых от двух концентрических катушек взаимно-обратной полярности, наружная из которых подключена к системе слежения за рельефом копира, а внутренняя имеет своим сердечником бесконтактный щуп.
Цель изобретения - получение пропорциональных согласованных перемещений рабочих органов при соответствующих дифференцированных перемещениях заготовок-достигается тем, что в предлагаемом станке кинематическая связь щупа и инструментальных головок выполнена в виде преобразователя линейных перемещений щупа в круговые и круговых в линейные перемещения инструментальных головок; преобразователь выполнен в виде кривошипно-ползунных механизмов с общим кривошипным звеном; кривошипное звено представляет собой диск с внешним реечным зацеплением, имеющий кольцевой, например
Т-образный, паз под фиксированные оси с шатунами, связанными с радиально установленными инструментальными головками; станок снабл ен системой электромагнитной записи и
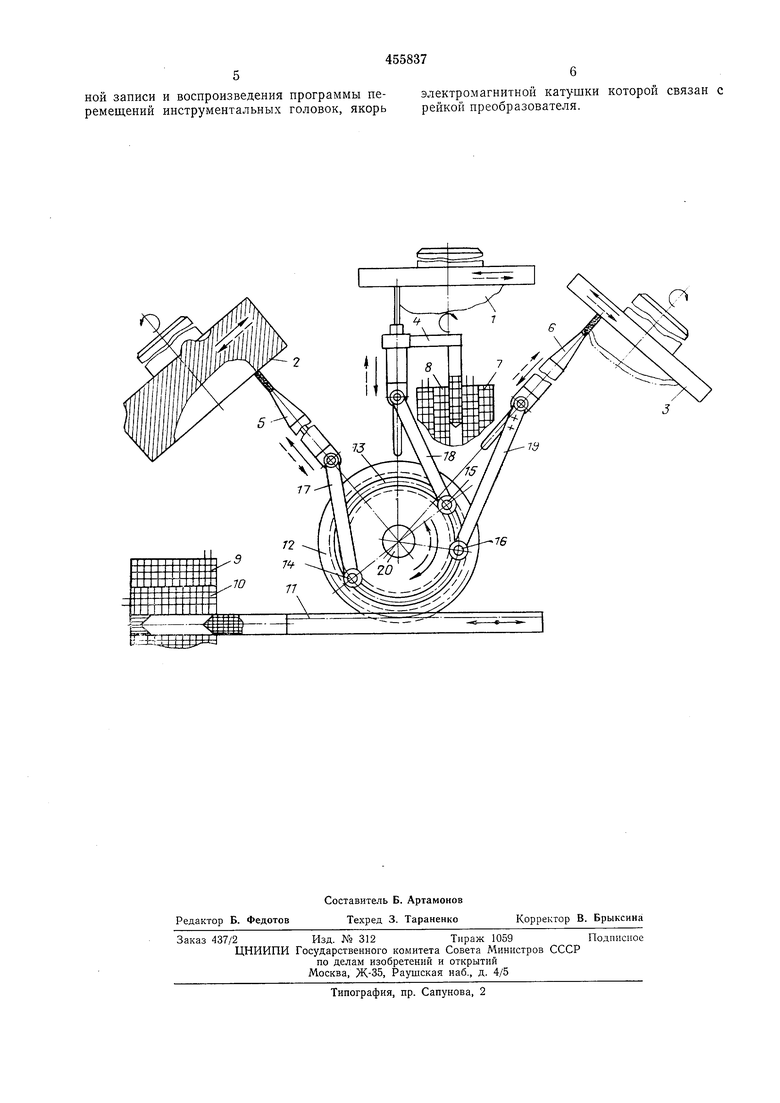
воспроизведения программы перемещений инструментальных головок, якорь электромагнитной катушки которой связан с рейкой преобразователя. На чертеже схематично изобрал ен предлагаемый станок, вид сверху.
Станок предложенной конструкции включает в себя столы для модели 1 и для заготовок 2 и 3, имеющих возвратно-поступательные противоположно направленные дифференцированные перемещения, электрощуп 4, инструментальные головки 5 и 6, две катушки взаимно обратной полярности - внешнюю 7, подключенную к системе слежения за рельефом, и внутреннюю 8, имеющую своим сердечником электрощуп 4; катушки 9 и 10 с системой электромагнитной записи и воспроизведения программы перемещений инструментальных головок 5 и 6 и щупа 4, якорь которых связан с рейкой И преобразователя с общим кривошинным звеном, выполненного в виде диска 12 с внешним реечным зацеплением, имеюшего кольцевой, например Т-образный, паз 13 под фиксированные оси 14-16 с шатунами 17-19, связанными с радиально установленными под дифференцированными углами к последним инструментальными головками 5 и 6 и электрощупом 4. Инструментальные головки выполнены сменными, например ультразвуковыми, электроэрозионными и со сфокусированными лучами от лазерных источников. Станок работает следующим образом. При подводе электрощупа 4 к базовой плоскости модели 1, благодаря оппозитному расположению фиксированных осей 14 и 15, одинаковому расстоянию щупов - модельного 17 и матричного 18 относительно центра 20 диска 12 последний поворачивается влево до прикосновения торцов рабочих частей инструментальных головок 5 и 6 к базовым плоскостям дифференцированно и противоположно направленно перемещаемых заготовок 2 и 3. При этом регулируемую длину щатуна 19 подбирают по длине щатуна 17 или 18 с обеспечением необходимых взаимно последовательно дифференцированных углов между каждой инструментальной головкой и щупом и щарнирно сочлененными с ними щатунами. Для обеспечения требуемой эквидистантности между поверхностями деталей расстояние между осями шатуна 19 и местом фиксации оси 16 в пазу 13 заранее градуировано для корректировки подачи столов. Постоянный зазор между электрощупом 4 и моделью 1 и поддерживается при помощи двух концентрических катущек взаимно обратной полярности, наружная из которых 7 подключена к системе слежения за рельефом модели, а внутренняя 8, имеющая своим сердечником электрощуп, подключена к источнику постоянного напряжения. В станке предусмотрена возможность электромагнитной записи и воспроизведения программы перемещений электрощупа 4 и инструментальных головок 5 и 6, для чего жесткоустановленные катущка 9, служащая в качестве индуктивного датчика перемещений, связанного с исполнительным записывающим устройством, и катущка 10, связанная со своим исполнительным воспроизводящим устройством, служащая для программного управления процессом по полученной записи с изменением индуктивности катущек, связаны с рейкой И. Взаимодействующая с диском 12 рейка И в итоге является его начальным и выходным звеном, преобразующим линейные перемещения щупа 4 в круговые и круговые в линейные перемещения инструментальных головок 5 и 6. Для программирования последующих циклов обработки по полученной программной записи в первичном цикле среднюю рабочую позицию, в первичном цикле занятую моделью 1, можно использовать для одновременного получения конгруэнтных элементов оснастки, а именно под позитив, в связи с чем щуп 4 заменяют аналогичной выбранной инструментальной головкой. Предусмотрена возможность определения длины пуансонного щатуна L при наладке в зависимости от заданных значений S рельефа модели их - соответствующего значения для пуансона по формуле /а + Г2 + (Л - 5)2 .Jarc cos X arc cos - 2(fi - S)-r - l + r + ff -/. +г + (Я-5) - arc cos 2(H - S)-r - + H - arc cos 2Н-Г где / - длина щатуна для модели 1 и детали 2; г - радиус средней линии Т-образного паза 13; h - расстояние от центра диска 12 до щарнирного сочленения щатуна с рабочим органом, установленным на базовую плоскость модели 1; S - высота (глубина) рельефа модели 1 (матрицы 2); S - то же, что S - для пуансона; L - искомая налаживаемая длина пуансонного щатуна; Я - конструктивное расстояние от центра диска 12 до щарнирного сочленения пуансонного щатуна. Предмет изобретения 1. Станок для изготовления объемных деталей по копиру (модели) в условиях непрерывного перемещения копира и заготовок, обрабатываемых инструментами, закрепленными в кинематически связанных между собой инструментальных головках, управляемых от двух концентрических катущек взаимно обратной полярности, наружная из которых подключена к системе слежения за рельефом копира, а внутренняя имеет своим сердечником бесконтактный щуп, отличающийся тем, что, с целью получения пропорциональных согласованных перемещений рабочих органов при соответствующих дифференцированных перемещениях заготовок, кинематическая связь щупа и инструментальных головок выполнена в виде преобразователя линейных перемещений щупа в круговые и круговых в линейные перемещения инструментальных головок. 2. Станок по п. 1, отличающийся тем, что преобразователь выполнен в виде кривошипно-ползунных механизмов с общим кривощипным звеном. 3.Станок по пп. 1 и 2, отличающийся ем, что кривощипное звено выполнено в виде иска с внещним реечным зацеплением, имещего кольцевой, например Т-образный, паз од фиксированные оси с щатунами, связаными с радиально установленными инструменальными головками. 4.Станок по пп. 1-3, отличающийся ем, что он снабжен системой электромагнитной записи и воспроизведения программы перемещений инструментальных головок, якорь
электромагнитной катушки которой связан с рейкой преобразователя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Копировальный станок для изготовления сопрягаемых элементов | 1978 |
|
SU670416A1 |
| КОПИРОВАЛЬНЫЙ СТАНОК | 1972 |
|
SU354983A1 |
| КОПИРОВАЛЬНЫЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ЭЛЕМЕНТОВ | 1972 |
|
SU354985A1 |
| КОПИРОВАЛЬНЫЙ СТАНОК | 1973 |
|
SU387817A1 |
| Станок для изготовления облицовочных плит из природного камня | 1989 |
|
SU1638012A1 |
| Устройство для обработки швов приварки патрубков | 1977 |
|
SU722701A1 |
| ПОЮЗНАП I«•i''-'"'- .-1---^'г- г'^^з! , ДГ№ВНа-1^.А^^. и^^иАл,1^ИЫ1ИОТ^^^-Д. А. Штейн | 1972 |
|
SU355601A1 |
| Станок для изготовления по модели объемных изделий сложной формы | 1980 |
|
SU918116A1 |
| Станок для изготовления пресс-форм и штампов | 1969 |
|
SU455815A2 |
| СПОСОБ РАБОТЫ ОБЪЕМНО-КОПИРОВАЛЬНОГО СТАНКА | 2006 |
|
RU2333824C2 |
