Изобретение относится к технике, Производящей защитные покрытия.
Известен полуавтомат для нанесения полимерных покрытий погружением нагретых деталей в ванну с псевдоожиженным порошком и последующим оплавлением н-анесенного слоя в проходной печи. К недостатку установки следует отнести невозможность нанесення многослойных покрытий; многократное окунание деталей в ванну с порощком способствует некоторому улучшению покрытия, однако полученное покрытие является однослойным и, следовательно, имеет значительную пористость в тонких слоях. Кроме того, нанесение покрытий в ванне псевдоожижения дает значительную разнотолщинность, особенно в деталях сложной конфигурации.
Целью изобретения является улучшение качества нанесения многослойных покрытий, а также повышение производительности труДа.,.,
Поставленная цель достигается установкой на конвейере перед камерой напыления порошка камеры для ионной зарядки нервого и последующих слоев покрытия.
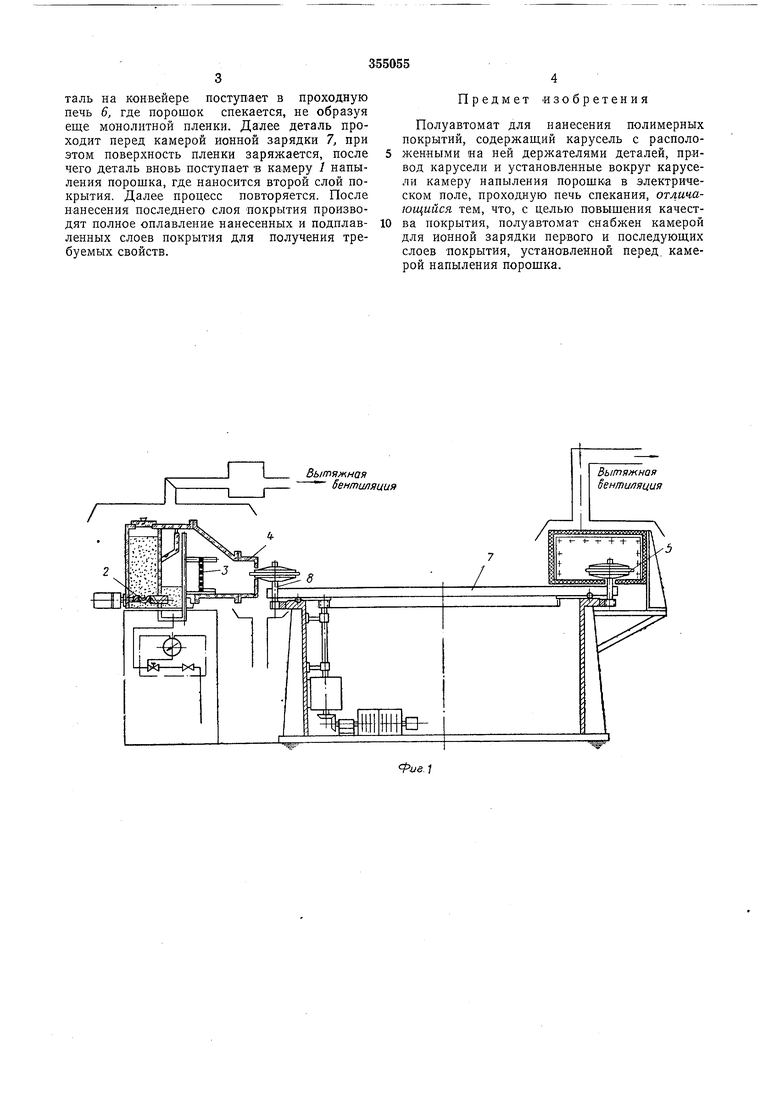
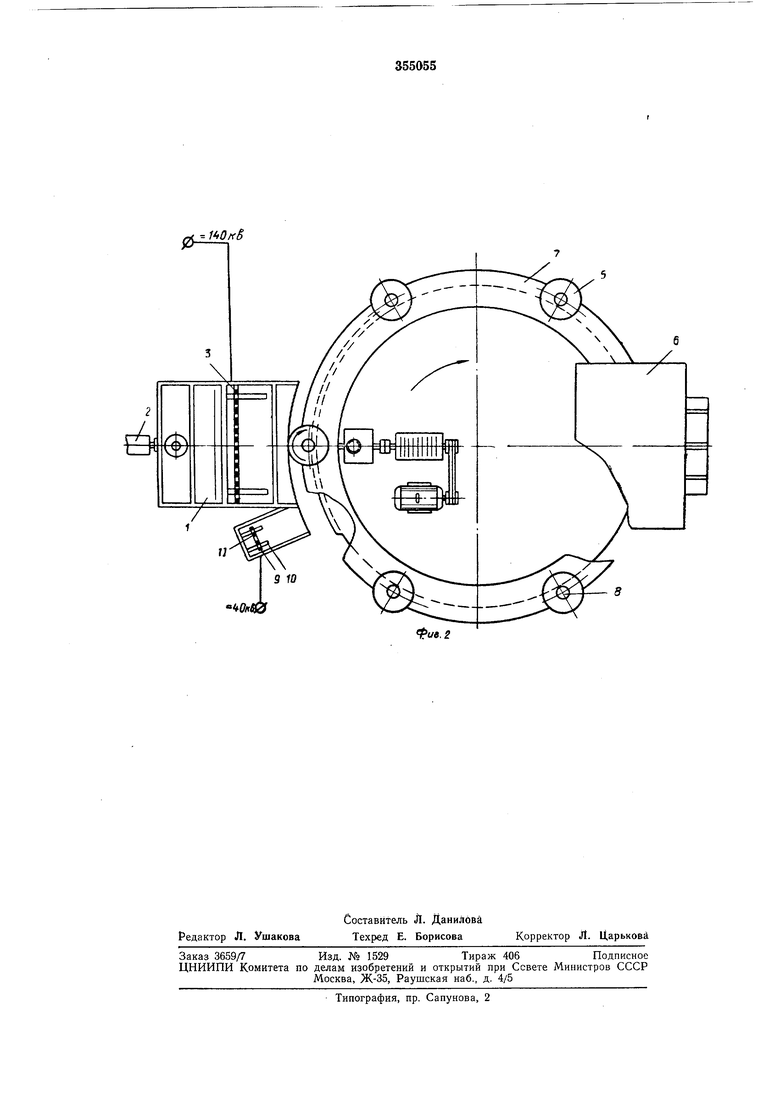
ния порошка, снабженную дозаторами 2 порошка, электродной сеткой 3 и щелевой насадкой 4, регулирующей форму факела наносимого порошка в соответствии с конфигурацией детали 5, подлежащей покрытию, проходную печь 6 спекания, снабженную устройством для поддержания необходимой температуры, для спекания нанесенного на деталь слоя порошка, конвейер 7 карусельного типа, снабженный держателями 8 деталей, обеспечивающий вращение деталей вокруг своей оси, ка,меру 9 для ионной зарядки первого и последующих слоев после спекания перед нанесением нового слоя порошка полимера, а также для ионной 3:арядки деталей из диэлектрика. Камера 9 включает диэлектрические экраны 10, создающие направленное электрическое поле, и электродную сетку //.
Полуавтомат работает следующим образом. Деталь 5, подлежащую покрытию, устанавливают на держатель 8 конвейера 7. Установку включают и конвейер начинает вращаться.
Деталь поступает в камеру 1, напыления порошка, где, проходя через щель насадки 4, покрывается слоем порощка в электрическом поле. Насадкой 4 можно регулировать форму факела, благодаря чему о беспечивается нолталь на конвейере поступает в проходную печь 6, где порошок спекается, не образуя еще монолитной нленки. Далее деталь проходит перед камерой ионной зарядки 7, при этом поверхность пленки заряжается, после чего деталь вновь поступает в камеру 1 напыления порошка, где наносится второй слой покрытия. Далее процесс повторяется. После нанесения последнего слоя покрытия производят полное оплавление нанесенных и подплавленных слоев покрытия для получения требуемых свойств.
Предмет .изобретения
Полуавтомат для нанесения полимерных покрытий, содержаш;ий карусель с расположенными на ней держателями деталей, привод карусели и установленные вокруг карусели камеру напыления порошка в электрическом поле, проходную печь спекания, отличающийся тем, что, с целью повышения качества покрытия, полуавтомат снабжен камерой для ионной зарядки первого и последующих слоев покрытия, установленной перед, камерой напыления порошка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для нанесения полимерных покрытий на емкости типа "бутыль | 1973 |
|
SU588015A1 |
| НАНЕСЕНИЯ НА ДЕТАЛИ ПОЛИМЕРНЫХПОКРЫТИЙ | 1972 |
|
SU342684A1 |
| Установка для нанесения полимерных покрытий на изделия | 1983 |
|
SU1139520A1 |
| АВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОЛИМЕРНЫХ ПОКРЫТИЙ | 1966 |
|
SU184663A1 |
| Устройство для нанесения порошкооб-РАзНОгО пОлиМЕРНОгО МАТЕРиАлА ВэлЕКТРОСТАТичЕСКОМ пОлЕ | 1975 |
|
SU839585A2 |
| УСТРОЙСТВО для НАНЕСЕНИЯ ТОНКОСЛОЙНЫХ ПОЛИМЕРНЫХ ПОКРЫТИЙ НА МЕТАЛЛИЧЕСКИЕ ДЕТАЛИ | 1968 |
|
SU211060A1 |
| Устройство для нанесения порошковых покрытий | 1983 |
|
SU1148650A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОЛИМЕРНЫХ ПОКРЫТИЙ | 1972 |
|
SU422640A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ СЛОЯ ПОЛИМЕРНОЙ КОМПОЗИЦИИ НА ИЗНОШЕННЫЕ ПОВЕРХНОСТИ ПОДШИПНИКОВЫХ УЗЛОВ КОРПУСНЫХ ДЕТАЛЕЙ | 2021 |
|
RU2809297C2 |
| Устройство для нанесения порошковых полимерных покрытий | 1991 |
|
SU1835319A1 |
ItfOnB
kQKtSS
