1
Изобретение отиоснтся к области трубопрокатного производства.
Известно устройство для регулирования натяжепия и угла схождения кромок, содержащее клеть с установленными в ней валками и шовонаправляю.щий ролик с механизмом его продольного перемещения.
В этом устройстве при повороте трубной заготовки вправо или влево шовоиаправляющий ролик давит на правую или левую кромку для ориентации последних относительно сварочных валков.
При производстве тонкостенных труб такая регулировка неизбежно приводит к гофрообразованию или смятию кромки, что нарушает процесс сварки.
С целью устранения гофрообразования в зоне нагрева и сварки и получения равного натяжеиия кромок в предложенном устройстве механизм продольного перемещения шовонаправляющего ролика оснащен направляющими для вертикального перемещения ролика, который установлен на плавающей оси.
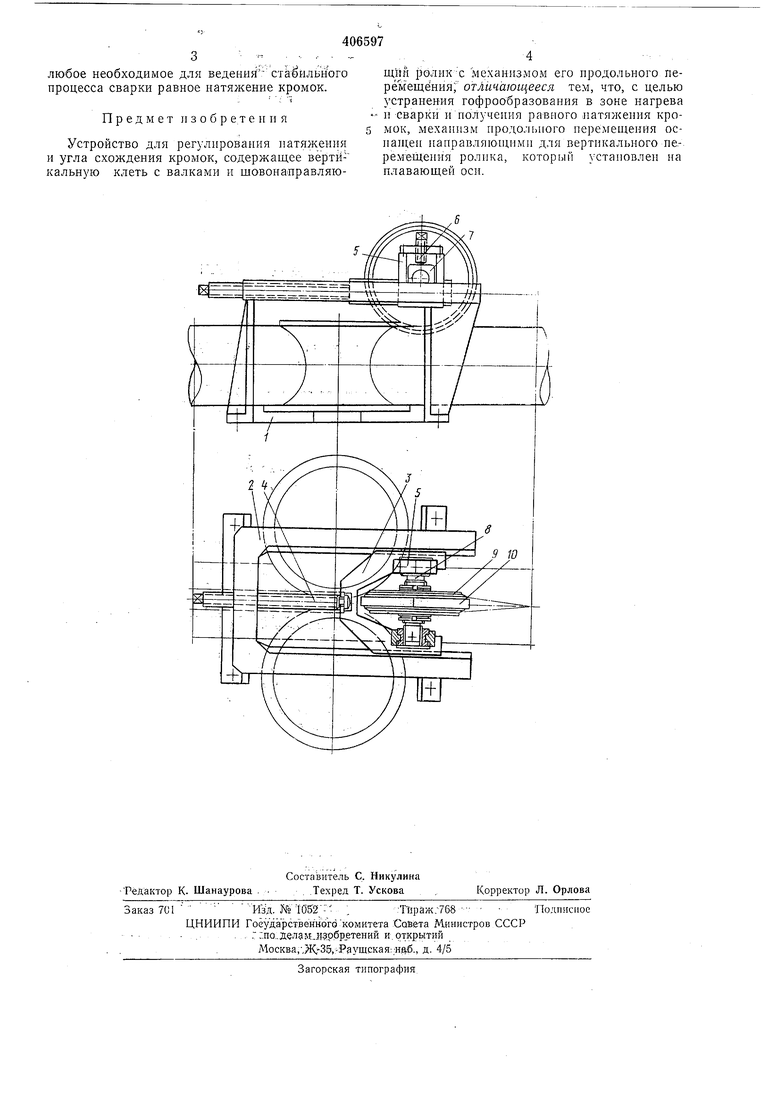
Иа чертеже схематично изображено пред.;|агаемое устройство.
Устройство для регулирования натяжрнйя и угла схождения кромок содержит вертик:ал;ьную клеть 1 с овальным калибром, на котрр кр, установлена направляющая рама 2 с полЗуном 3, положение которого фиксируется винтом 4. Ползун 3 снабжен направляю1щнми 5 для перемещения по ним прн помощн винтов 6 подушек 7, в подшипниках которых установлена плавающая ось 8. На оси 8 закреплен
щовонаправляющий ролик, состоящий из дисков 9, изолированных один от другого разъел1:ной сменной щайбой 10.
Механизм работает следующим образом. Сформованная трубная заготовка, поступая
из последней формующей клети с закрытым калибром, в валках вертикальной клети приобретает в верхней части овальную форму. Затем кромки разводятся в стороны нажимным роликом, щнрина которого регулируется
сменной шайбой 10, а так как ось 8 ролика свободно может смещаться поперек оси заготовки, усилия, действующие на кромки со стороны ролика, будут равны. Перемещением ролика вдоль оси стана винтом 4 регулируется
угол схождения кромок. Положение кромок по высоте регулируется винтом 6. Положение кромок в сварочной клети относительно продольной оси стана регулируется с помощью эджерной клети /.
Таким.образом, изменением максимального
расстояния между кромками за счет сменной
щaйбы,;ppvrикa, :Ивалками вертикальной клети,
а также одновременной.регулировкой расстояния ролика от сварочной клети доститается
любое необходимое для ведения стаёилвьюго процесса сварки равное натяжение кромок.
Предмет п з о б р е н и я
Устройство для регулирования натяжения и угла схождения кромок, содержандее вертй- кальную клеть с валками и шовонаправляющйй |золнк с механизмом его нродольного перемещения; отличающееся тем, что, с целью устранения гофрообразования в зоне нагрева и сварки и получения равного натяжения кромок, механизм нродольного иеремен-1ения оснаи;ен нанравляюи ими для вертикального неремещення ролика, который установлен на плавающей осн.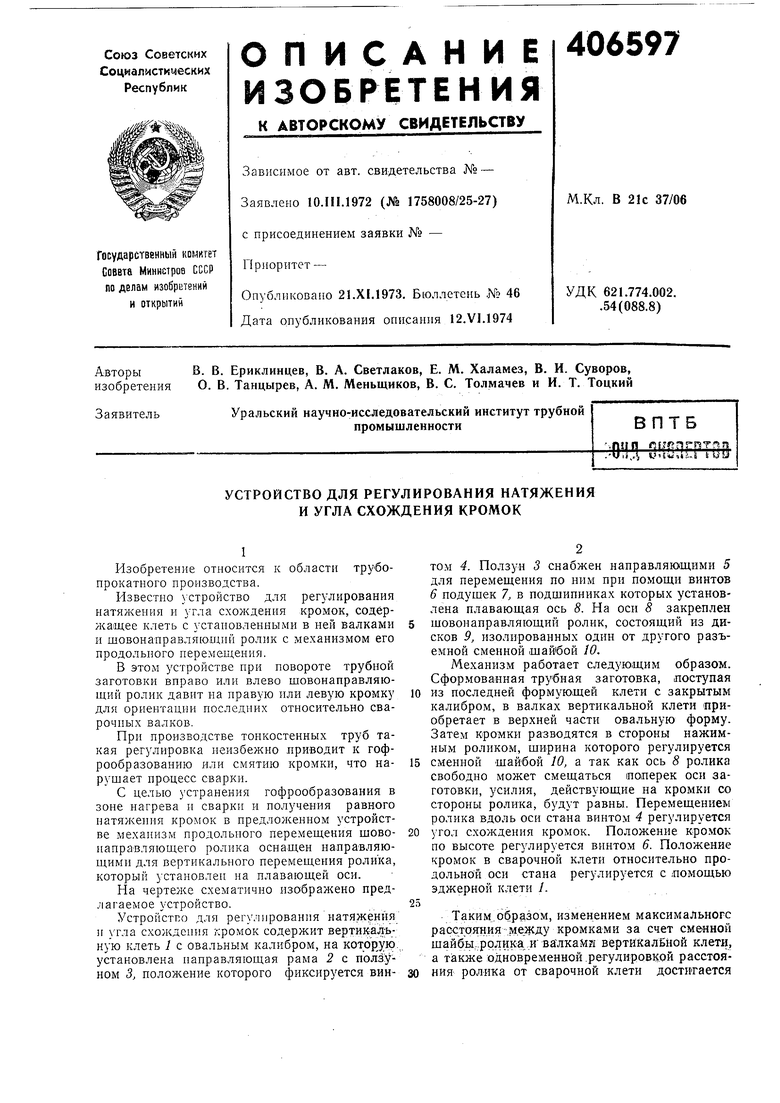
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сварных прямошовных труб | 1977 |
|
SU664707A1 |
| Сварочный узел стана для изготовления сварных прямошовных труб | 1980 |
|
SU902889A2 |
| СПОСОБ НЕПРЕРБ1ВНОЙ ФОРМОВКИ ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ | 1970 |
|
SU265056A1 |
| СВАРОЧНАЯ КЛЕТЬ | 1971 |
|
SU314616A1 |
| НЕПРЕРЫВНЫЙ ТРУБОФОРМОВОЧНЫЙ СТАН | 1969 |
|
SU232925A1 |
| ВНУТРЕННЯЯ ОПРАВКА К СТАНУ ВЫСОКОЧАСТОТНОЙ СВАРКИ ТРУБ | 1972 |
|
SU356010A1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2012 |
|
RU2504449C1 |
| Клеть трубосварочного стана | 1979 |
|
SU835557A1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА КОНЕЧНОЙ ДЛИНЫ | 2002 |
|
RU2215605C2 |
| СВАРОЧНАЯ КЛЕТЬ ТРУБОСВАРОЧНОГО СТАНА | 1992 |
|
RU2010641C1 |
