Изобретение относится к области штамповки листового матери:ала и может быть использовано для координатной пробивки отверстий при изготовлении деталей типа панелей и плат.
Известны прессы для последовательной пробивки отверстий, содержащие установленные на неподвижном основании шаблон, подвижный в двух взаимоперпендикулярпых направлениях стол с захватами для закренления обрабатываемой заготовки, и подвижный шток, фиксирующий заготовку по шаблону.
При иснользовании известных прессов требуется значительное время для изготовления шаблонов, что особенно нерационально в условиях мелкосерийного производства. Поэтому цель изобретения заключается в уменьшении трудоемкости подготовительных работ и сокращений металлоемкости шаблона.
Указанная цель обеспечивается тем, что шаблон предполагаемого пресса выполнен в виде набора втулок из ферромагнитного материала, размещенных в заданной последовательности с помощью упомянутого выше фиксирующего штока, снабженного держателем втулок, и закрепленными на основании пос едством предусмотренного на нем магнита, же целью держатель втулок выполнен --крючкового захвата, установленного поступательного неремещения
под действием пружины в направлении, перпендикулярном оси штока, и с возможностью взаимодействия своей рабочей частью с кольцевыми пазами, предусмотренными на наружной поверхности втулок, причем фиксирующий шток выполнен из немагнитного материала.
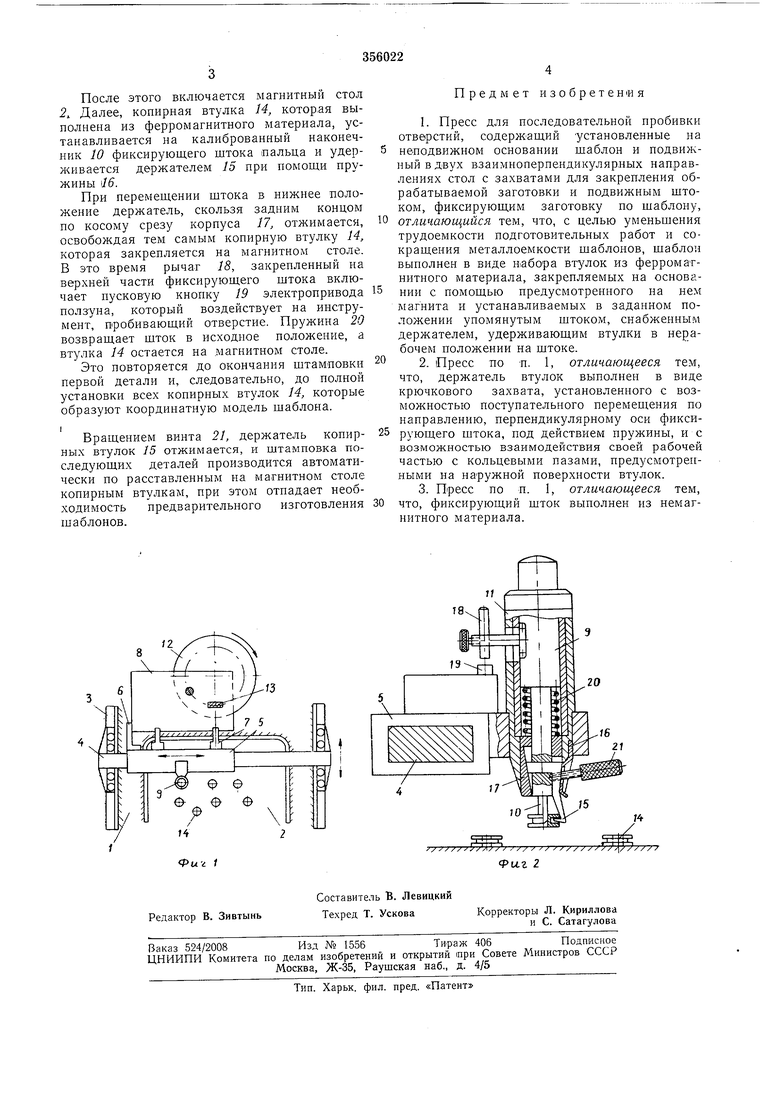
Сушность изобретения поясняется чертежами, где на фиг. 1 и 2 изображено предложенное устройство.
Пресс состоит из станины /, на которой размещены неподвижный стол 2 и свободно перемещаемый по направляющим 3 станины подвижный стол, состоящий из продольной и поперечной кареток 4 и 5. Неподвижный стол 2 выполнен магнитным, а поперечная каретка 5 снабжена базовым угольником 6 и зажимами 7 для установки и кренления заготовки 8.
Фиксирующий шток 9 снабжен калиброванным наконечником 10, выполненным из немагнитного материала, и установлен в вертикальном корпусе 11, закрепленном на поперечной каретке о.
Револьверная головка 12 имеет комплект пуансонов п матриц, смена которых осуществляется поворотом револьверной головки.
Перемещением по направляющим 3 кареток 4 и 5 заготовка устанавливается в рабочую позицию 13, при этом отсчет координат пробнваемого отверстпя осуществляется по отсчетным линейкам.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Устройство для обработки листового материала | 1988 |
|
SU1542674A1 |
| Устройство для пробивки отверстий в листовых заготовках | 1972 |
|
SU445497A1 |
| УНИВЕРСАЛЬНЫЙ ШТАМП | 1970 |
|
SU265847A1 |
| Установка Кривовязюка для вырубки заготовок из плоского материала | 1981 |
|
SU958083A1 |
| СТАНОК ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 1992 |
|
RU2016720C1 |
| Пресс для вырубки заготовок из плоского материала | 1983 |
|
SU1119762A1 |
| Пресс для последовательной пробивки отверстий | 1973 |
|
SU443702A1 |
| Автомат для изготовления деталей из ленточного материала | 1988 |
|
SU1634352A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОКЛАДОК | 2013 |
|
RU2533246C1 |
