1
Изобретение относится к устройствам для холодной листовой штамповки и может быть использовано в машиностроении.
Известно устройство для .пробивки отверстий Б листовых заготовках, содержащее .продольные направляющие с установленной на них траверсой, несущей поперечные направляющие, на которых размещена каретка со смонтированным на ней узлом базирования и крепления заготовки, а также расположенные вдоль продольных и поперечных направляющих шкалы и закрепленные на траверсе и каретке отсчетные приспособления.
Цель изобретения - ускорение рабочего процесса и повышение точности расположения отверстий устройства.
Для этого траверса и каретка выполнены каждая из корпуса и подпружиненной относительно него вставки, которые связаны посредством механизма, обеспечивающего их независимое перемещение по направляющим, причем вставка снабжена механизмом фиксации относительно направляющей, а корпус механизмом фиксации относительно вставки.
Механизм, обеспечивающий независимое перемещение корпуса и вставки по направляющей, выполнен в виде зубчатореечного механизма с приводной рукояткой.
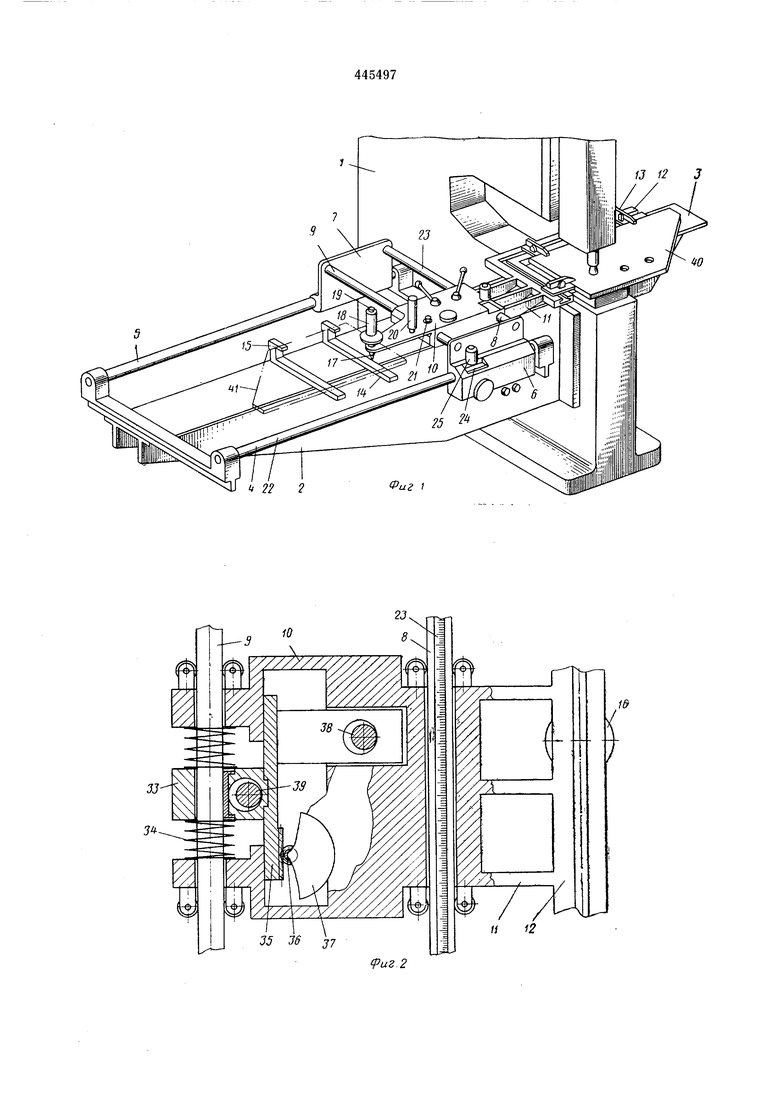
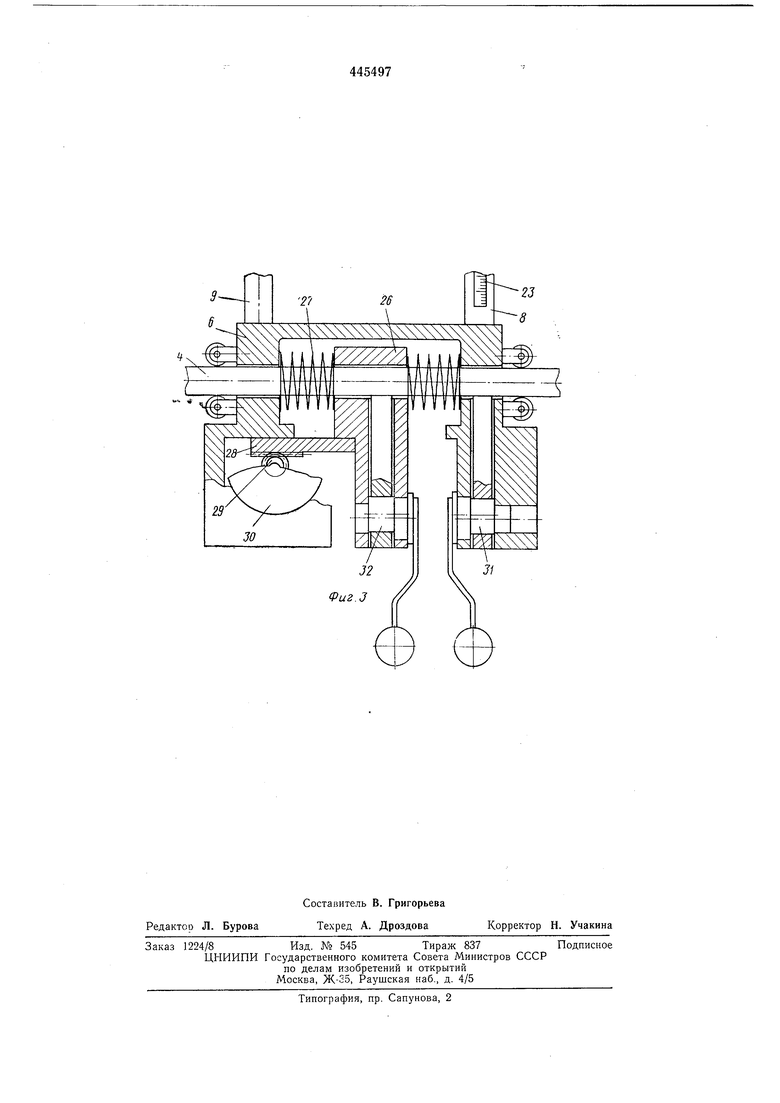
На фиг. 1 изображено устройство, общий вид в аксонометрии; на фиг. 2 - механизм
точной установки траверсы; на фиг. 3 - механизм точной установки каретки.
Устройство смонтировано на основании дыропробивного пресса 1 и содержит столыкронштей-ны 2 и 3, расположенные над столом кронщтейна 2 продольные трубчатые направляющие 4 и 5, несущие траверсу, состоящую из кареток 6 и 7, соединенных трубчатыми направляющими 8 и 9, несущими каретку 10. Каретка 10 содержит кронштейн И, расположенный над столом 3 и несущий линейки 12 с установленными в их пазах зажимами 13 для обрабатываемого изделия (косынки). На столе кронштейна 2 смонтирована линейка 14 с зажимами 15. Кронштейн 11 снабжен опорой 16. На каретке 10 размещен подпружиненный щуп-ловитель 17 с рукояткой 18, в которую вмонтирована электроконтактная кнопка 19, вторая рукоятка 20 и вторая электроконтактная кнопка 21.
, Вдоль направляющей 4 расположена шкала 22, вдоль направляющей 8 шкала 23, а каретка 6 и каретка 10 снабжены нониусами 24 и оптическими отсчетными устройствами 25.
В корпусе каретки 6 имеется полость, в которой размещена вставка 26, установленная на Направляющей 5 и удерживаемая в среднем относительно корпуса положении пружинами 27. На вставке 26 закреплена зубчатая
рейка 28, а в корпусе каретки 6 смонтировано зубчатое колесо 29 с рукояткой 30, входящее в зацепление с рейкой 28.
Корпус каретки 6 снабжен эксцентриковым зажимом 31, фиксирующим его относительно вставки 26, которая также снабжена эксцентриковым зажимом 32, фиксирующим ее относительно направляющей 4.
В полости корпуса каретки 10 расположена вставка 33, установленная на направляющей 9 и поджатая пружинами 34 к корпусу каретки 10. На вставке 33 закреплена зубчатая рейка 35, а в корпусе каретки 10 смонтировано зубчатое колесо 36 с рукояткой 37, входящее в зацепление с рейкой 35. Корпус каретки 10 снабжен эксцентриковым зажимом 38, фиксирующим его относительно вставки 33, а вставка 33 - эксцентриковым зажимом 39, фиксирующим ее относительно направляющей 9.
Для обработки изделий без использования щаблона (например, для изготовления самого щаблона) заготовку 40 укладывают на кронштейн 11 каретки 10, доводят до упора в базовые поверхности зажимов 13 и фиксируют.
Затем, перемещая каретки 6, 7 и 10 с помощью рукояток 18 и 20, производят по щкалам 22 и 23 грубую настройку положения кареток 6 и 10 в соответствии с чертежом щаблона 41. При этом зажимы 31, 32, 38 и 39 отпущены.
Установив каретки, оператор фиксирует зажимом 32 вставку 26 относительно направляющей 5, а зажимом 39 вставку 33 на направляющей 9. После этого, вращая рукоятку 30 посредством зубчатой рейки 28, колеса 29 производят точную установку по щкале 22 корпуса каретки 6 вместе со всей траверсой и фиксируют каретку 6 на направляющей 8 эксцентриковым зажимом 31. С помощью зубчатой рейки 35 и колеса 36 рукояткой 37 осуществляют точную установку по щкале 23 корпуса каретки 10 и прижимают ее эксцентриковым зажимом 31 к вставке 33, фиксируя ее на направляющих 8 и 9.
Каретка 10 оказывается точно выставленной и зафиксированной в продольном и поперечном направлениях. Заданная точка заготовки 40 располагается точно по оси пуансона, и в ней может быть пробито отверстие.
Повторяя операции, производят пробивку всех отверстий щаблона, после чего он может использоваться при изготовлении косынок.
Для пробивки отверстий в косынках заготовку 40 закрепляют на кронщтейне 11.
Шаблон 41 укладывают на стол кроищтейна 2, доводят до упора в базовые поверхности зажимов 15 и фиксируют.
Эксцентриковые зажимы 31, 32, 38 и 39 при пробивке отверстий в косынках отпущены, и каретки 6, 7 и 10 свободно перемещаются по своим направляющим. Оператор, перемещая систему кареток 6, 7 и 10 с помощью рукояток 18 и 20 в продольном и поперечном направлениях, подводит щуп-ловитель 17 к первому из отверстий щаблона 41 и вводит щуп в отверстие, фиксируя положение кареток. При этом точка косынки, в которой должно быть пробито от верстие, совмещается с осью пуансона.
Удерживая одной рукой щуп-ловитель П и нажимая на кнопку 19, оператор нажимает другой рукой на кнопку 21, включая тем самым привод пресса, вследствие чего в заготовке пробивается первое отверстие.
Далее оператор, последовательно вводя щуп-ловитель 17 в другие отверстия шаблона 41, производит дальнейшую пробивку отверстий.
Предмет изобретения
1. Устройство для пробивки отверстий в листовых заготовках, содержащее продольные направляющие с установленной на них траверсой, несущей поперечные направляющие, на которых размещена каретка со смонтированным на ней узлом базирования и крепления заготовки, а также расположенные вдоль продольных и поперечных направляющих шкалы и закрепленные на траверсе и каретке отсчетные приспособления, отличающееся тем, что, с целью ускорения рабочего процесса и повышения точности расположения отверстий устройства, траверса и каретка выполнены каждая из корпуса и подпружиненной относительно него вставки,
которые связаны посредством механизма, обеспечивающего их независимое перемещение по направляющим, причем вставка снабжена механизмом фиксации относительно направляющей, а корпус механизмом фиксации
относительно вставки.
2. Устройство по п. 1, отличающееся тем, что механизм, обеспечивающий независимое перемещение корпуса и вставки, выполнен зубчатым с приводной рукояткой. и 12 3
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления гнутых профилей | 1987 |
|
SU1551445A1 |
| Устройство для подачи материала в рабочую зону пресса | 1987 |
|
SU1488075A1 |
| Автооператор | 1979 |
|
SU837755A1 |
| Устройство для шаговой подачи полосового и ленточного материала в зону обработки | 1991 |
|
SU1784375A1 |
| РЕВОЛЬВЕРНЬ{Й ПРЕСС | 1972 |
|
SU339336A1 |
| Автоматическая линия для многопереходной штамповки | 1987 |
|
SU1565563A1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| Многопозиционный листоштамповочный пресс-автомат | 1987 |
|
SU1516196A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОБУВИ | 1969 |
|
SU244912A1 |
| Станок для гибки с растяжением | 1980 |
|
SU963606A1 |
1&
