Известны установки для образования профилей 113 полосы, их гибки и резки, содержаnuie станину, па которой установлены профилирующие и гибочные ролики и механизм резки с обш,им приводом. Однако производительность и качество изделий из профиля на таких установках иизкие.
Повышение производительности и улучшение качества изделий достигаются за счет того, что механизм резки установлен с возможностью неремеш,ения перпендикулярно продольной оси профиля и выиолнен в виде барабанных летучих ножнип, на каждом барабане которых закреплен нож и нрилегаюи1,ий к его задней грапи сектор, имеюн1,ие сечения, соответствуюии1е поперечному сечению профиля, и размеры ножей, соответствующие размерам сечения профилей, а секторов - превьпиающие их на толи1,ину стенки ирофиля.
Таким образом, после образования ирофиля и гибки, его отрезают на барабанных летучих ножницах, а один из его концов раздают для .соединения концов изделия в нахлестку.
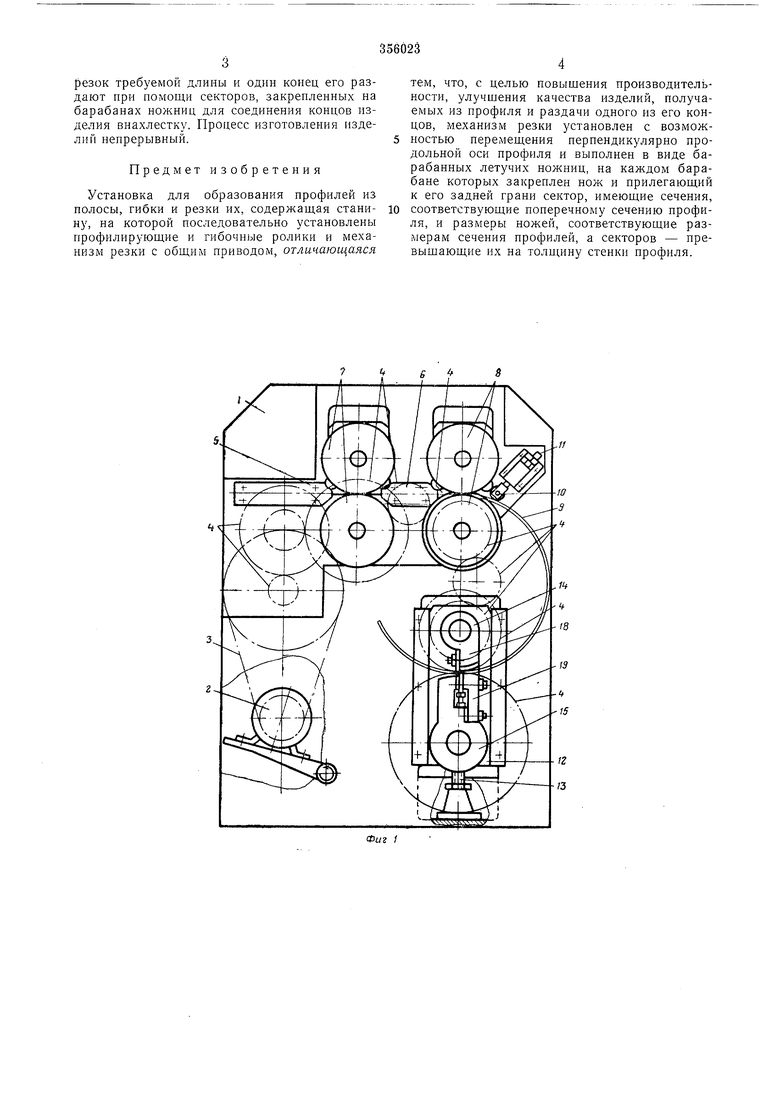
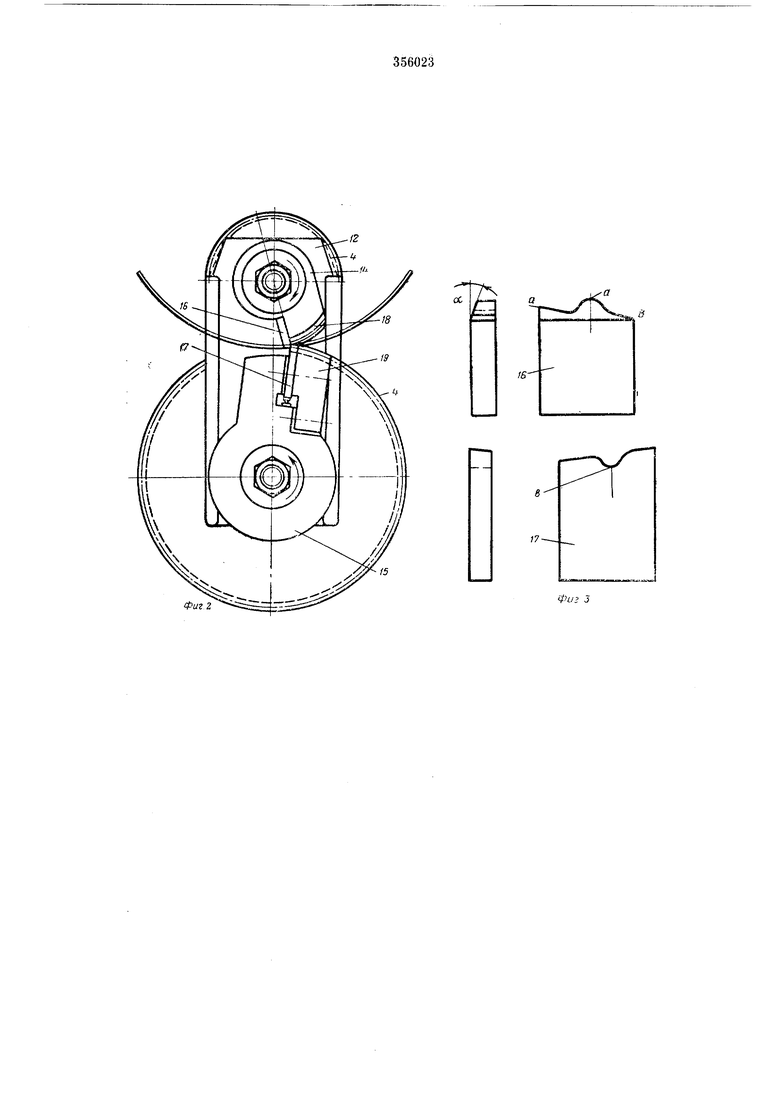
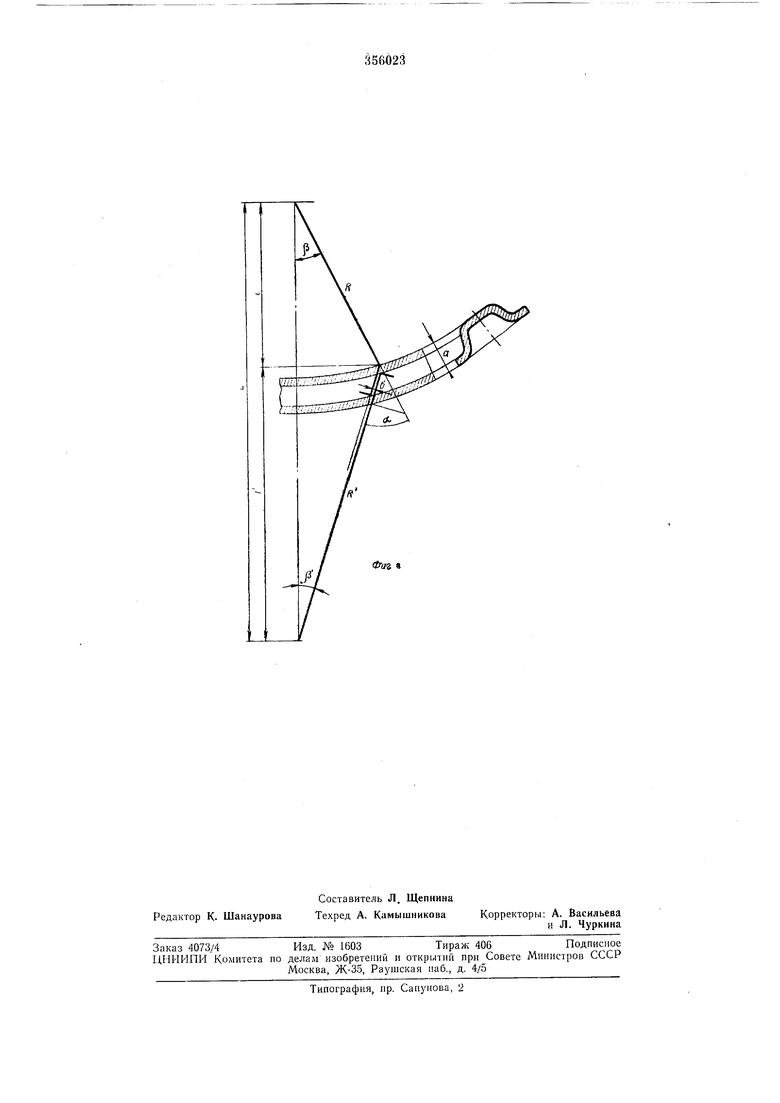
На фиг. 1 - схематичио показап обн1ий вид установки; на фиг. 2 - механизм резки; на фиг. 3 - конструкция иожей; на фиг. 4 - схема расчета ножей.
редачи с профнлирующим механизмом и летучими ножницами. Профилирующий механизм содержит задающие 5 и нанравляюигие 6 проводки и две пары роликов 7, 8 из которых нижние - приводные ролики. Для гибки профиля 9 установлен холостой ролик 10 под углом к продольной оси профиля с возможпостью перемещения при помощп виита 11. Барабанные летучие ножницы содержат корпус 12, перемещаемый при помощи впита 13, два приводпых барабана 14, 15, скорость вращения которых регулируется при помоиц смеиных ншстерен. На барабанах закреплены пожи 16, 17 и сектора 18, 19. Конструкция ножей (фиг. 3), их расноложепие н угол заточки рассчитываются в зависимости от профиля согласпо схеме, приведеиной на фиг. 4. Сектора имеют сечение, соответствующее сечению нрофиля, а размеры - превышающие
его на толщину стенки ирофиля. Диаметры барабанов и скорости их врап1ения выбираются в зависимости от требуемой длины изделия.
Установка работает следующим образом.
Полоса по проводкам 5, 6 поступает в профилирующие 7, 8 и гибочные W ролики для образования требуемого нрофиля. Диаметр изгиба профиля регулируется положением гибочпого ролика 10. От изогнутого профиля на
резок требуемой длины и один конец его раздают при номощи секторов, закрепленных на барабанах ножниц для соединения концов изделия внахлестку. Процесс изготовления изделий непрерывный.
Предмет изобретения
Установка для образования профилей из полосы, гибки и резки их, содержащая станину, на которой последовательно установлены профилирующие и гибочные ролики и механизм резки с общим нриводом, отличающаяся
тем, что, с целью повышения производительности, улучшения качества изделий, получаемых из профиля и раздачи одного из его концов, механизм резки установлен с возможностью перемещения перпендикулярно продольной оси профиля и выполнен в виде барабанных летучих ножниц, на каждом барабане которых закреплен нож и прилегающий к его задней грани сектор, имеющие сечения,
соответствующие поперечному сечению профиля, и размеры ножей, соответствующие размерам сечения профилей, а секторов - превышающие их на толщину стенки профиля.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления кольцевых профилированных деталей из ленты | 1982 |
|
SU1123764A1 |
| Поточная линия для производства перфорированных изделий из рулонного материала | 1984 |
|
SU1228944A1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| Барабанные летучие ножницы | 1980 |
|
SU941029A1 |
| Способ изготовления металлических строительных элементов составного сечения и устройство для его изготовления | 1991 |
|
SU1779443A1 |
| СТАНОК ДЛЯ ГИБКИ | 2000 |
|
RU2198049C2 |
| УСТРОЙСТВО ДЛЯ ОДНОВРЕМЕННОЙ ГИБКИ НЕСКОЛЬКИХ ПРОФИЛЕЙ КРУГЛОГО СЕЧЕНИЯ | 1970 |
|
SU261885A1 |
| Автомат для изготовления гнутых изделий из проволоки | 1984 |
|
SU1240492A1 |
| Способ изготовления оболочек с гофрами | 1990 |
|
SU1726084A1 |
| ТЯНУЩЕ-РЕЖУЩИЙ БЛОК ПРОФИЛЕГИБОЧНОГО АГРЕГАТА | 2000 |
|
RU2188100C1 |
,//
а
ОС
1Б17Фиг 3
