(54) ФРЕЗЕРНЫЙ СТАНОК

| название | год | авторы | номер документа |
|---|---|---|---|
| Фрезерный станок | 1974 |
|
SU483201A1 |
| СТАНОК ГОРИЗОНТАЛЬНЫЙ ФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ | 2011 |
|
RU2465104C1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1986 |
|
SU1490819A1 |
| МНОГОШПИНДЕЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК | 1978 |
|
SU778005A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫй СТАНОК | 1972 |
|
SU356054A1 |
| Фрезерный станок | 1978 |
|
SU764870A1 |
| СТАНОК ФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ | 2011 |
|
RU2461450C1 |
| Фрезерный станок | 1986 |
|
SU1380875A2 |
| Фрезерная головка | 1981 |
|
SU990436A1 |
| МНОГОШПИНДЕЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК | 2003 |
|
RU2235004C1 |

1
Изобретение относится к области машиностроения и может быть использорано при обработке сферических цеталей, например днищ без горловины и с торо- образной горловиной.
Известны станки подобного назначения, включающие установленный на нижнем поворотном столе верхний поворотный стол, несущий вертлюг, вертикальную стойку с шарнирно установленной на ней С-образной скобой, на консолях которой расположены фрезерная головка и шаровая опора СИ.
На известных станках нельзя обрабатывать горловины с разными радиусами тора, так как подналаака станка в этом случае осуществляется за счет перемещения оси поворота верхнего стола, а при ее перемещении в-любом направлении по поверхности верхнего стола или по поверхности общей плиты, на которой закреплен зубчатый сектор привода вращения верхнего стола, ведущая щестерня привода вращения верхнего
стола выходит из зацеплония с зубчатым сектором.
Кроме того, в известных станках применена скоба, качающаяся под действием устройства поджима. Из-за отсутстВИЯ жесткой фиксации скобы станка нельзя обрабатывать профиль сферы и торо- образующую горловину.
Глубину врезания фрезы устанавливают ооаранее путем ограничения осевого перемещения пиноли фрезерной головки. В дальнейщем при переходе на обработку ячеек с глубиной врезания фрезы, отличной от предыдущей, станок по программе останавливается и вручную производится смена упора, ограничивающего глубину врезания.
Таким образом, известные станки не обеспечивают автоматической смены упоров, ограничивающих глубину врезания фрезы.
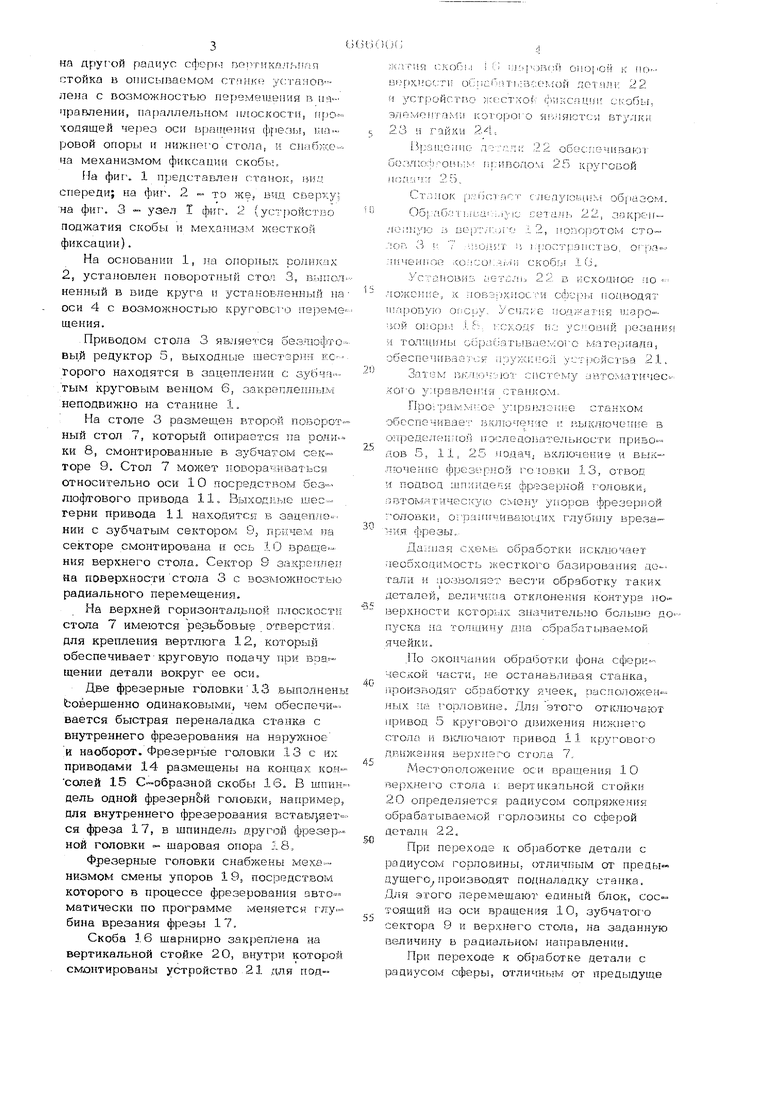
С целью расширения технологических возможностей станка и: повышения ка-, чества обработки при его переналадке на другой радиус сферы вертикальная стойка в описываемом станке установлена с возможностью перемещения в направлении, нараллельном плоскости, проходящей через оси вращения фрезы, шаровой опоры и нижнегО стола, и снабжена механизмом фиксации скобы. На фиг . 1 представлен станок, виц спереди; на фиг. 2 - то же, вид сверху; на фиг. 3 - узел I фиг. 2 (устройство поджатия скобы и механизм жесткой фиксации). На основании 1, на опорных роликах 2, установлен поворотный стол 3, выпол ненный в виде круга и установленный на оси 4 с возможностью кругового переме щения. Приводом стола 3 является безлюфто вый редуктор 5, выходные шестерни ко горого находятся в зацеплении с зубча .тым круговым венцом 6, закрепленным неподвижно на станине 1. На столе 3 размещен второй поворот ный стол 7, который опирается на ролики 8, смонтированные в зубчатом секторе 9. Стол 7 может поворачиваться относительно оси 1О посредством без люфтового привода 11. Выходные шестерни привода 11 находятся в зацеплении с зубчатым сектором 9, причем на секторе смонтирована и ось 10 вращения верхнего стола. Сектор 9 закреплен на. поверхности стола 3 с возможностью радиального перемещения, На верхней горизонтадьной плоскости стола 7 имеются резьбовые отверстия для крепления вертлюга 12, который обеспечивает круговую подачу при вра« щении детали вокруг ее оси. Две фрезерные головки13 выполнен Ьовершенно одинаковыми, чем обеспечивается быстрая переналадка станка с внутреннего фрезерования на наружное и наоборот. Фрезерные головки 13 с их приводами 14 размещены на концах кон солей 15 С-образной скобы 16. В шпин дель одной фрезерн&й головки, например для внутреннего фрезерования BCTaBJ neT ся фреза 17, в шпиндель другой фрезер ной головки - щаровая опора 18. Фрезерные головки снабжены механизмом смены упоров 19, посредством которого в процессе фрезерования автоматически по программе меняется глу бина врезания фрезы 17. Скоба 16 шарнирно закреплена на вертикальной стойке 20, внутри которо смонтированы устройство 21 для под64жатия скобы 16 1иаровой опорой к поверхности об1)абатываемой детали 22 и устройство жесткой фиксации скобы, элементами которого являются втулки 23 и гайки 24. Вращение детали 22 обеспечивают безлюфговым приводом 25 круговой подачи 25. Стапок работает следую1 им образом. Обрабатываемую деталь 22, закрепленную в вертлюге 12, поворотом столов 3 я 7 вводят в простра} ство, огра- ннченное консолями скобы 16. Установив деталь 22 в исходное по - ложение, к поверхности сферы подводят шаровую опору. Усилие поджатия шаровой опоры 18, исходя из условий резания и толщины обрабатываемого материала, обеспечивается пружиной устройства 21. Затем включают систему автоматического управления станком. Программное управление станком обеспечивает вютюче ше и выключение в определенной последовательности приводов 5, 11, 25 подач, включение и выключение фрезерной головки 13, отвод и подвод шпинделя фрезерной головки, автоматическую смену упоров фрезерной головки, ограничивающих глубину врезания фрезы... Данная схема обработки исключает необходимость жесткого базирования детали и позволяет вести обработку таких деталей, величина отклонения контура поверхности которых значительно больше допуска на толщину дна обрабатываемой ячейки. .По окончании обработки фона сферической части, не останавливая станка, производят обработку ячеек, расположенных на горловине. Для этого отключают привод 5 кругового движения нижнего стола и включают привод 11 кругового движения верхнего стола 7. Местоположение оси вращения 1О верхнего стола и вертикальной стойки 2 О определяется радиусом сопряжения обрабатываемой горловины со сферой детали 22. При переходе к обработке детали с радиусом горловины, отличным от предыдущего производят подналадку станка. Для этого перемещают единый блок, состоящий из оси вращения 10, зубчатого сектора 9 и верхнего стола, на заданную величину в радиальном направлении. При переходе к обработке детали с радиусом сферы, отличным от предыдуще ГО, проиавоаяг частичную оаналацку станка. Для этого вертлюг- 12 перемещают по поверхности верхнего стола 7 на необходимую величину в радиальном направлении относительно оси вращения стала. Одновременно на такую же величину в том же направлении перемещают скобу 16 с расположенными на ней фрезерными головками и связанную с ней стойку 2О по поверхности станины 1 посредстством механизма перемещения 26 до совмещения линии, проходящей через ось фрезы и шаровой опоры, с центром сфер и пересечения этой линии с центром вра щения нижнего стола. Торец фрезы при этом становится параллельным касатель ной сферы в месте обработки. Станок подготовлен к обработке дета ли с радиусом сферы и радиусом горлови ны, отличными от предыдущих. Обработку действительного прафяля детали производят при качающейся скобе 16. Амплитуда качания скобы опреде ляется величиной эллипсиости детали в пределах расстояния, ограниченного крон штейном скобы и втулкой 23. При обработке теоретического профиля сферы и горловины скоба 16 жестко фиксируется втулками 23 путем поджатия последних к кронштейну скобы 16 гайками 24. Обработка теоретического профиля сферы и горловины может производиться поочередно как с внутренней, так и с наружной стороны или одновременно с обеих сторон. При этом в работающих фрезерных головках установлены фрезы, а толщина Oe6 полотна обеспечивается зазором межау двумя фрезами. Для ограничения глубины врезания фрезы в станке имеется ревапьверный барабан сменных упоров. Смена упоров производится без остановки станка автоматически по программе механизмом смены упоров 19 при переходе фрезы из ячейки в ячейку, толщина дна которой отлична от предыдущей. Формула изобретения Фрезерный станок для обработки изделий облегченной конструкции, например сферических днищ, включающий установленный на нижнем поворотном столе верхний поворотный стол, несущий вертлюг, вертикальную стойку с щарнирно установленной на ней С-образной скобой, на консолях которой расположены головки, несущие фрезы и щаровые опоры, отличающийся тем, что, с целью расширения технологических возможностей и повышения качества обработки при переналадке станка на другой радиус сферы, вертикальная стойка установлена с возможнос1ъю перемещения в направлении, параллельном плоскости, проходящей через оси вращения фрезы, шаровой опоры и нижнего стола, и снабжена механизмом фиксации скобы. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство №483201, кл, В° 23 С З/ОО, 1974.
