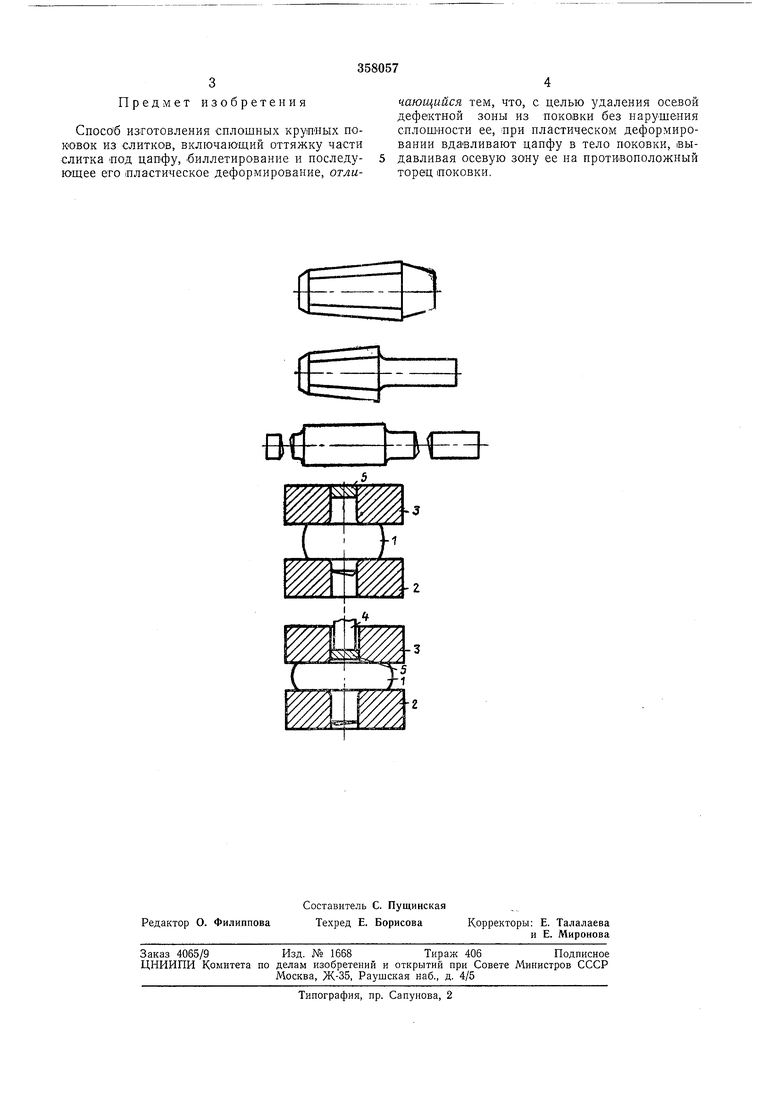
Изобретение относится ж технологии изготовления крупных покоВОк, например для дисков паровых турбин, роторов, валков, прокатных станов и др. Известен опосйб изготовления сплошных крупных поковок из СЛИТКОВ, включающий оттяжку подприбыльной части слитка под цапфу, биллетирование и последующее его пластическое деформирова«ие. Однако данный способ не позволяет удалить осевую дефектную зону из поковки без нарушения сплошности ее. По предлагаемому способу при пластическом дeфopмиp0iвaiнии вдавливают цапфу в тело поковки, выдавливая осевую зону ее. На чертеже приведена схема изготовления поковок данным способом. Из подприбыльной части слитка производят оттяжку цапфы, биллетируют слиток, отрубают донную и прибыльную части слитка и осаживают полученный биллет, для чего нагретый слиток / устанавливают цапфой вверх на плиту 2, имеющую отверстие и расположенную на столе пресса. Осадку производят ходом подвижной траверсы пресса через верхнюю плиту 3, также имеющую отверстие, центрируемое по цапфе слитка. В отверстие верхней плиты сверху вставляют пуансон 4, диаметр которого соответствует диаметру отверстия. Высоту пуансона .выбирают таким образом, чтобы верхние торцы плиты и пуансона лежали в одной плоскости. При осадке пуансон ограничивает течение металла поковки в цапфу. Затем поднимают подвижную траверсу и устанавливают на верхний торец пуансона -промежуточный элемент 5. При опускании траверсы пресса металл цапфы вдавливается в тело поковки, выдавливая осевую зону ее. При движении металла цапфы в отверстии верхней плиты возникают силы трения, прижимающие ее к торцу заготовки, поэтому вдавливание цапфы сочетается с осадкой поковки. Для получения окончательной формы поковку подвергают дополнительной осадке. Возможно производить вдавливание цапфы в тело поковки, помещенной в кольце, исключающем радиальное течение металла. Эта схема является более универсальной, так как полученная после вдавливания цапфы поковка может быть подвергнута протяжке, что позволяет получать изделия различной формы. Выдавленный из осевой зоны металл может быть использован как технологическая цапфа для захвата поковки патроном ковочного кра«а или клещами манипулятора. В случае -необходимости возможно производить оттяжку цапфы из донной части слитка.
Предмет изобретения
Способ изготовления сплошных крустных поковок из слитков, включающий оттяжку части слитка поя цапфу, биллетиро-вание и последующее его пластическое деформирование, отличающийся тем, что, с целью удаления осевой дефектной зоны из поковки без нарушения сплоШНости ее, при пластическом деформировании вдавливают цапфу в тело поковки, выдавливая осевую зоиу ее на проти1воположный торец поковки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА | 2008 |
|
RU2389581C1 |
| Способ осадки кузнечных слитков | 1980 |
|
SU893364A1 |
| Способ осадки кузнечных слитков | 1989 |
|
SU1682023A1 |
| "Способ ковки крупных поковок с отверстием | 1971 |
|
SU441754A1 |
| Способ изготовления полых поковок | 1989 |
|
SU1650314A1 |
| Способ ковки поковок типа пластин | 1987 |
|
SU1532169A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКОВОК ТИПА ДИСКОВ | 2009 |
|
RU2412018C1 |
| Способ ковки крупных слитков | 1980 |
|
SU940983A1 |
| Способ ковки бесприбыльных слитков | 1987 |
|
SU1512700A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ДНИЩА (КРЫШКИ) РЕАКТОРА ИЗ СЛИТКА | 2009 |
|
RU2412777C1 |