со
СП
00
00
со 4;ib
jИэо0ретение относится к машиностроению и представляет собой обору|1Ование в механических произBoJKCTBax, предназначенное для изго|говления спиралей с заданным шагой.
:Известно устройство для изготов л& яя спиралей из проволоки, содёржайцее установленные в корпусе опрайку с конической головкой, имеюще прфдольный паз для закрепления конца j проволоки , и концентрично устаноАленную с оправкой втулку,
недостаток известного устройства I - сравнительно невысокая производи ельность вследствие затруднения npdmecca начальной заправки проаоло1 и в устройство и необходимости перерезания проволоки от катушки в навивки.
Для устранения указанного недо-статка предлагаемое устройство снабже ;о установленным соосно с втулкой: и охватывающим коническую головку спиралеобразующим механизмом внпо4ненным в виде симметрично ра.спо оженнЫх относительно оси оправки 1йодпружи не нных плашек, имеющих на (внутренней поверхности резьбу с iiiaiioMr равным шагу навиваемой спирали, при этом на внутренней поверхнос ти втулки также вьшолнена резьба -с шагом, равным шагу навиваемой спи|)али.
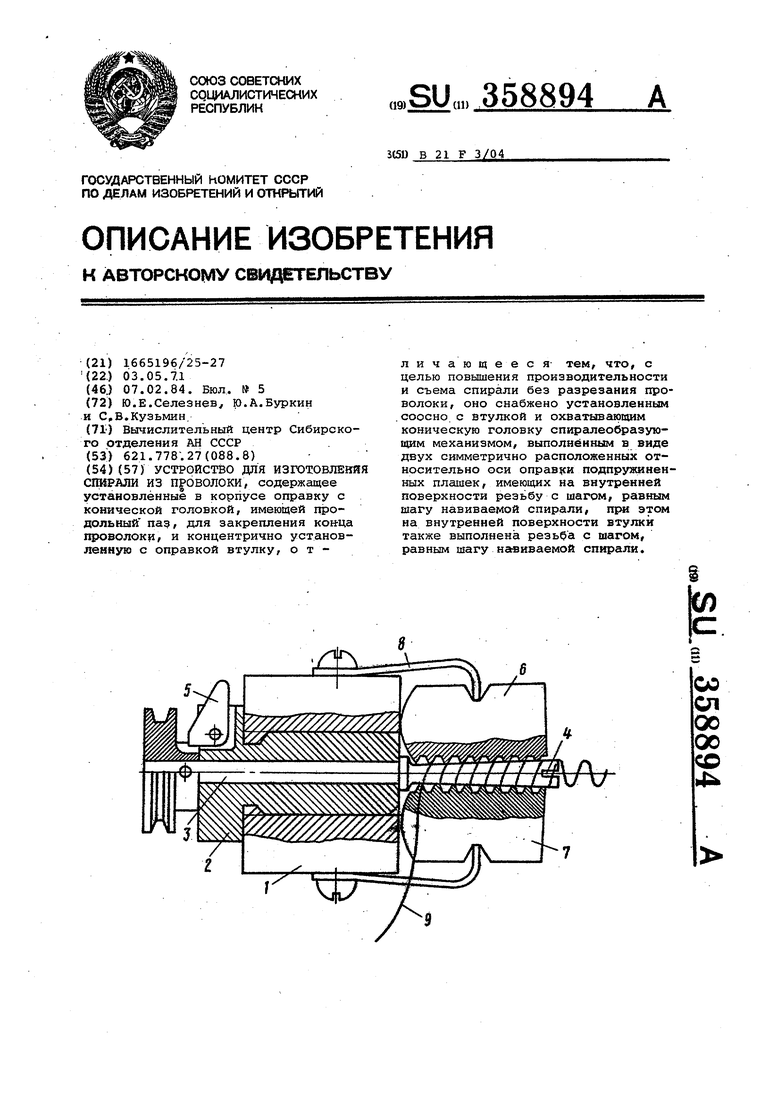
Йа чертеже схематически изобразфно устройство для изготовления спиралей.
IB корпус 1 устройства ввернута вту|пка 2, внутрь которой помещена Ьпр|авка 3 с конической головкой в рбйаоти спиралеобразования и продольным пазом 4 на конце. Втулка снабжена фиксатором 5, позволяющим скрепить ее с оправкой. Спиралеовразующий механизм заполнен в виде
плашек б и 7, подпружиненных упругими пластинами 8 к конической головке.
Устройство работает .следующим образом.
Q Для первоначальной заправки провода втулку Быворачива19т из корпуса на столько, чтобы паз оправки оказался в самом начале плагаек 6 и 7. Затем оправка скрепляется фиксатором 5 с втулкой, а в прсфезь паза вставляют конец провода 9, Вворачивая оправку с втулкой по направлению спирали, закрепляют конец провода в пазе и навивают заправку спи-. рали на коническую головку. Спираль в это время формируется строго по резьбовой нарезке в плашках, поскольку резьба втулки по шагу и направлению соответствует резьбовой канавке плашек.
Ввернув втулку полностью, ос вобожяают фиксатор 5 и в том же направлении продолжагот вршдать одну оправку. Формующаяся на конической головке спираль выведет конец провода из паза и, продолжая навиваться с устройства, беспрерывно сходит .
Для обеспечения готовой
5 спирали с устройства с участком прямого провода без разрезания провода от катушки, выворачивая втулку выводят оправку из спирали, и последняя свободно.вынимается из пустого прогала между плашками.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для навивки проволоки | 1977 |
|
SU685397A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОЖИЛЬНЫХ ВИТЫХ ПРУЖИН | 2002 |
|
RU2210455C1 |
| Устройство для навивки проволоки | 1988 |
|
SU1523235A1 |
| УСТРОЙСТВО ДЛЯ ПРЕДВАРИТЕЛЬНОЙ ДЕФОРМАЦИИ СВИВАЕМЫХ ЭЛЕМЕНТОВ | 2005 |
|
RU2293809C2 |
| Устройство для навивки спиралей | 1975 |
|
SU543449A1 |
| Устройство для навивки спиралей | 1985 |
|
SU1384355A1 |
| Автомат для изготовления спиральных тел накала V-образной формы | 1938 |
|
SU57195A1 |
| Способ навивки бесконечных многопроволочных спиралей и станок для его осуществления | 1986 |
|
SU1493368A1 |
| Головка для навивки проволочной спирали на вращающуюся оправку | 1958 |
|
SU114854A1 |
| УСТРОЙСТВО ФОРМИРОВАНИЯ СПИРАЛИ | 2004 |
|
RU2257976C1 |
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СШРАЯИ ИЗ ПРОВОЛОКИ, содержащее установленные в корпусе оправку с конической головкой, имеющей продольный' паз, для закрепления кон-ца щюволоки, и концентрично установленную с оправкой втулку, отличающееся- тем, что, с целью повышения производительности и съема спирали без разрезания проволоки, оно снабжено установленным . соосно. с ВТУ.ПКОЙ и охваттлв?«ощим коническую головку спиргшеобразую- ю^м механизмом, выполненным в виде двух симметрично расположенных относительно оси оправ^си подпружиненных плашек, имеющих на внутренней поверхности резьбу с шагом, равным шагу навиваемой спирали, при этом на внутренней поверхности втулки также выполнена резьба с шагом, равным шагу навиваемой спирали.