При навивке проволочной спирали с точным шагом, например, для электровакуумных приборов применяют плашки, геометрические параметры которых выбираются в зависимости от заданных размеров спирали. Навивку проволочной спирали осуш.ествляют на вращающейся оправке при поступательном движении плашки по виткам спирали.
Такие нлащки сложны в изготовлении, не позволяют производить навивку проволочной спирали с переменным шагом, причем для каждого размера проволочной спирали требуется индивидуальная плашка.
Описываемая головка для навивки проволочной спирали на зрашающуюся оправку с применением прилегающих к ней сухарей для формования шага навивки не имеет указанных недостатков и обеспечивает точную бесступенчатую регулировку шага навивки.
С этой целью головка выполнена подвижной по навиваемой спирали и снабжена диаметрально примыкающими к оправке сухарями, производящими принудительную раскладку каждого витка противоположными плоскостями. Один из сухарей установлен на головке поворотно относительно оси, перпендикулярной оси навивки, а другой выполнен передвижным относительно той же оси и объединен с дополнительным подпружиненным сухарем, образующим с ним зажимной тормоз для поступающей проволоки.
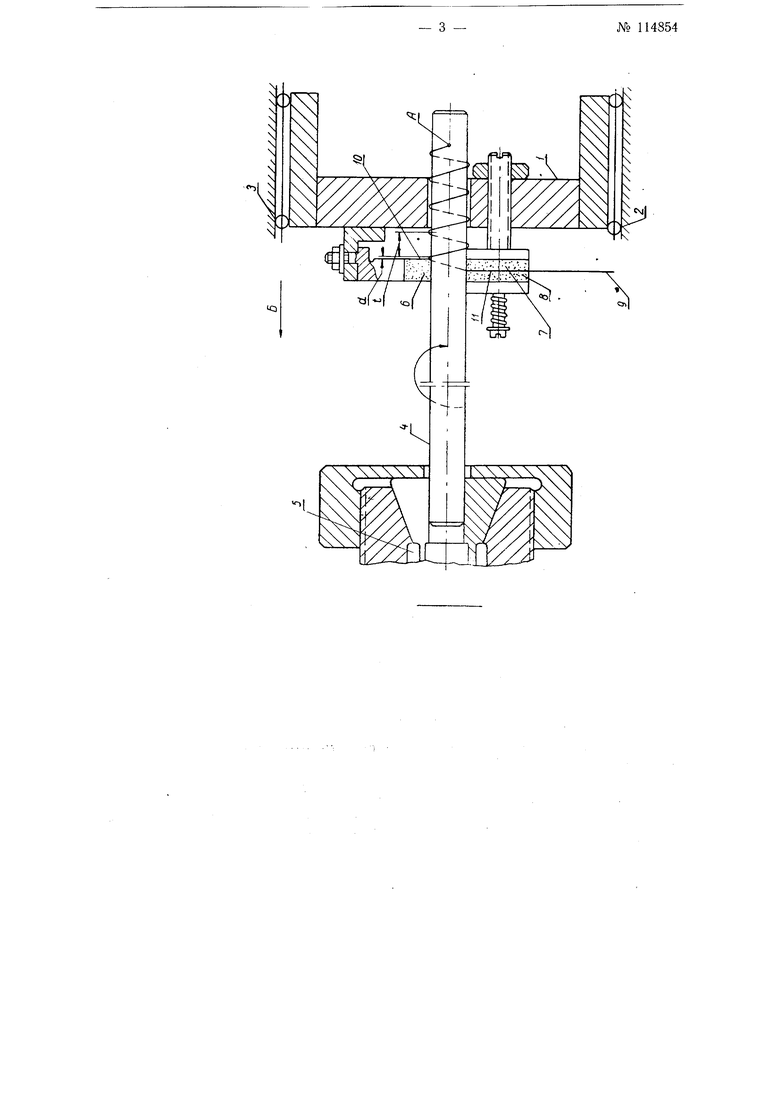
На чертеже изображена схема головки для навивки проволочной спирали на вращающуюся оправку.
Корпус 1 головки установлен на шарнирных направляющих 2 и 5 и имеет центральное отверстие, в котором находится конец оправки 4, вращающейся в опоре 5.
К корпусу / прикреплены диаметрально примыкающие к оправке 4 сухари 6 и 7 и дополните тьный подпружиненный сухарь 8. Сухарь 6 монтирован с возможностью поворота относительно оси, перпендикулярной к оси навивки, на угол подъема линии, по которой происходит навивка проволочной спирали. Сухарь 7 зстановлен с возможно№ И4854- 2 - : .: :
стью передвижения относительно оси навивки для настройки шага t навивки. Сухари 7 и 8 образуют зажимной тормоз для поступающей на навивку проволоки 9, закрепляемой концом в точке А.
При навивке проволочной спирали на вращающуюся оправку 4 каждый из витков спирали достаточно прочно удерживается от осевого смещения за счет силы трения при соответствующем натяжении проволоки, в результате чего происходит передвижение корпуса / головки по навиваемой проволочной спирали в направлении стрелки Б. . Формирование спирали с определенным шагом происходит за сЧет принудительной укладки проволоки между плоскостями 10 и 11 при вращении оправки 4 и поступательном передвижении корпуса / головки. Расстояние между этими плоскостями регулируется бесступенчато в заданном диапазоне. Диаметры оправки и центрального отверстия в корпусе / определяют размеры проволочной спирали по наружному и внутреннему ее диаметрам.
При навивке проволочных спиралей с щагом большим диаметра проволоки процесс раскладки каждого витка спирали происходит принудительно от шага, равного диаметру d проволоки до заданного щага / проволочной спирали при постоянном контакте проволоки с плоскостями 10 и //.
Для получ-ени-я проволочной спирали с переменным шагом достаточно корпусу / головки сообщить движение по заданному закону в направлении оси вращения оправки 4.
Получение-на одной и той. же проволочной спирали постоянного и переменного щага навивки дает возможность, например, объединить две детали электровакуумного прибора (спираль и переходную спираль) в одну деталь.
Предмет изобретения
Головка для навивки проволочной спирали на вращающуюся оправку с применением прилегающих к ней сухарей для формования шага навивки, отличающаяся тем, что, с целью точной бесступенчатой регулировки щага навивки, головка выполнена передвижной по навиваемой спирали и снабжена диаметрально примыкающими к оправке сухарями, производящими принудительную раскладку каждого витка противоположными плоскостями, причем один из сухарей установлен на головке поворотно относительно оси, перпендикулярной к оси навивки, а второй выполнен передвижным относительно оси навивки и объединен с дополнительным подпружиненным сухарем, образующим с ним зажимной тормоз для поступающей проволоки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления ленточной спирали из проволоки | 1978 |
|
SU747595A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ИЗ ПРОВОЛОКИ ДИАМЕТРОМ d=0,05-0,2 мм СПИРАЛЕЙ С НАРУЖНЫМ ДИАМЕТРОМ, РАВНЫМ 10d, И РЕГУЛИРУЕМЫМ ШАГОМ | 2009 |
|
RU2399453C1 |
| Устройство для навивки проволоки | 1988 |
|
SU1523235A1 |
| Способ навивки бесконечных многопроволочных спиралей и станок для его осуществления | 1986 |
|
SU1493368A1 |
| Устройство для получения ленточныхСпиРАлЕй из пРОВОлОКи | 1979 |
|
SU844112A1 |
| Способ подготовки металлической проволоки перед навивкой винтовых пружин | 2022 |
|
RU2785202C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТРУБЧАТОГО ПРОВОЛОЧНОГО КАРКАСА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2321481C2 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРОВОЛОЧНЫХ СПИРАЛЕЙ | 2003 |
|
RU2264882C2 |
| ПОЛУАВТОМАТ ДЛЯ НАВИВКИ СПИРАЛЕЙ | 1971 |
|
SU314245A1 |
| Стенд для изготовления арматурного каркаса для бетонных труб | 1980 |
|
SU981546A1 |