Изобретение относится к области металлообработки резанием, точнее к металлорежущим станкам токарной группы при обточке длинномерных изделий, например труб. Обточка производится вращающимися резцовыми головками, состоящими из корпуса, в которых жестко закреплены резцы.
Известно применение на обычных токарных станках приспособлений с плавающим блоком резцов. Блок самоцентрируется при обточке по обрабатываемой поверхности и состоит из корпуса, плавающего в направляющих основания, а резцы закрепляются в пазах корпуса.
В предлагаемом устройстве плавающие резцы жестко связаны между собой кольцом, помещенным в полость корпуса, заполненную жидкостью. Кольцо образует с корпусом гидравлический виброгаситель.
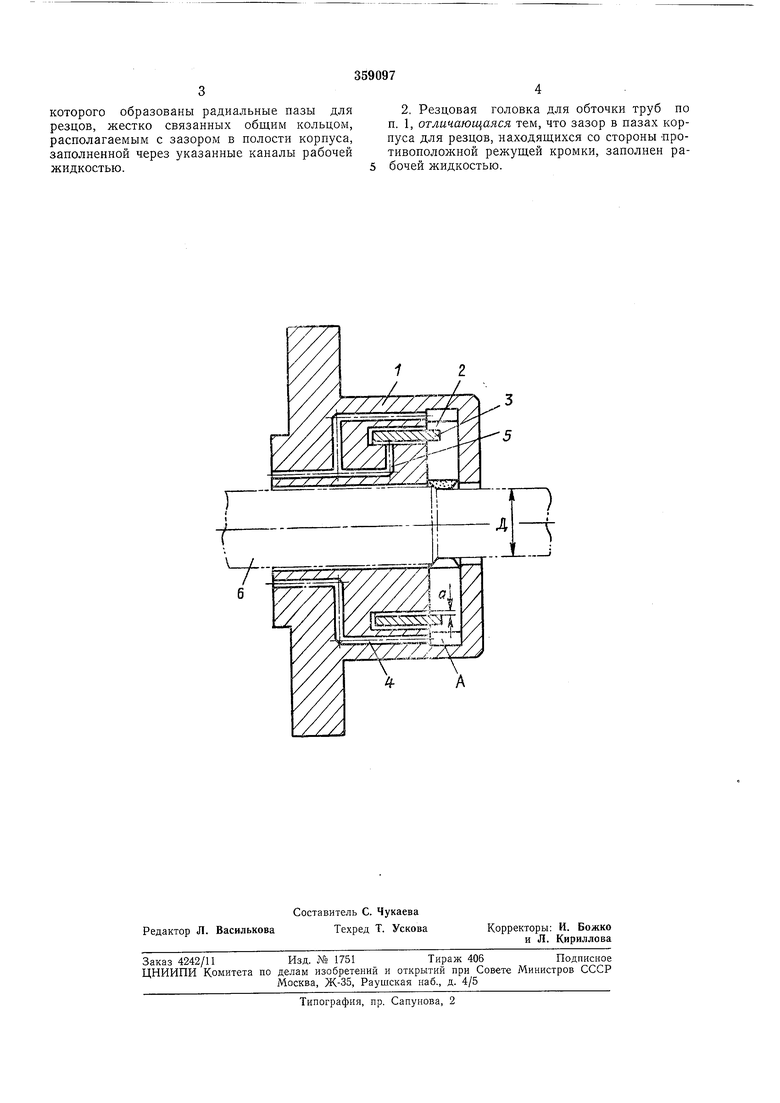
На чертеже изображена предлагаемая резцовая головка для обточки труб, выполненная применительно к бесцентрово-токарному станку.
Корпус головки закреплен на шпинделе станка.
В пазах корпуса / размещены резцы 2, соединенные между собой кольцом 3, расположенным в полости корпуса. Кольцо 3 имеет возможность перемещаться в радиальном направлении на величину зазоров а, при этом резцы плавают в своих пазах,
Полость корпуса и полости резцовых пазов А сообщаются при помощи каналов 4, 5 с системой подачи жидкости.
Во время обточки резцы 2 плавают в пазах, самоустанавливаясь на обрабатываемой поверхности трубы 6, и размер Д не изменяется, так как кольцо 3 соединяет резцы один с другим.
Жидкость, поступающая в полости резцовых пазов под определенным давлением по каналу 4, действует на резцы с усилием, прижимающим резцы к трубе 6.
Жидкость, заполняющая зазоры между кольцом и стенками полости корпуса, демпфирует колебания кольца и резцов, что повыщает виброустойчивость системы «станок-резцовая головка-труба.
Предмет изобретения
1. Резцовая головка для обточки труб на бесцентрово-токарных станках с самоустанавливающимися по контуру обрабатываемой поверхности трубы резцами, воспринимающими воздействие принудительно-подаваемой жидкости, отличающаяся тем, что, с целью повышения точности обточки и виброустойчивости системы, она выполнена в виде корпуса с каналами для подачи рабочей жидкости., внутри
которого образованы радиальные пазы для резцов, жестко связанных общим кольцом, расцолагаемым с зазором в цолости корпуса, заполненной через указанные каналы рабочей жидкостью.
2. Резцовая головка для обточки труб по п. 1, отличающаяся тем, что зазор в пазах корпуса для резцов, находящихся со стороны Противоположной режущей кромки, заполнен рабочей жидкостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| Резцовая головка | 1973 |
|
SU507406A1 |
| Резцовая головка | 1987 |
|
SU1553268A1 |
| Резцовая головка | 1936 |
|
SU51302A1 |
| Способ обточки длинномерных заго-TOBOK HA CTAHKAX бЕСцЕНТРОВОгО TO-чЕНия | 1978 |
|
SU812427A1 |
| Станок для обработки отверстий | 1988 |
|
SU1722700A1 |
| Расточная оправка | 1975 |
|
SU747622A1 |
| Резцовая головка | 1978 |
|
SU774805A1 |
| Двухрезцовое устройство для обработки отверстий | 2022 |
|
RU2818064C1 |
| Металлорежущий станок | 1985 |
|
SU1284705A1 |
| Двух резцовое устройство для обработки отверстий | 2023 |
|
RU2820295C1 |