Фиг. 2
Изобретение относится к обработке металлов резанием и может бытЬ использовано преимущественно на токарных станках для бесцентровой обточки пруткового материала.
Целью изобретения является упрощение конструкции резцовой головки.
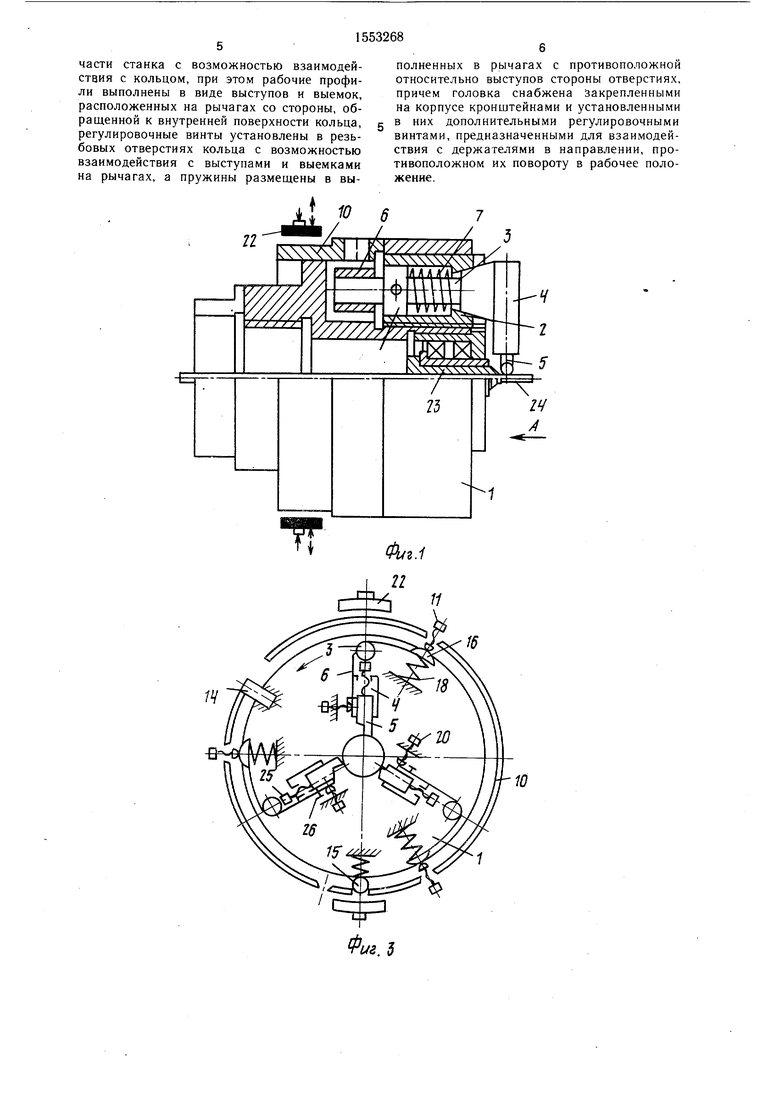
На фиг. 1 показана предлагаемая головка, общий вид, продольный разрез; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - головка при положении резцов и рычагов во время обработки; на фиг. 4 - то же, при отведенном положении резцов и рычагов.
Резцовая головка содержит корпус 1, предназначенный для установки и закрепления на шпинделе станка. В резьбовых отверстиях корпуса, расположенных параллельно относительно его оси, установлены резьбовые втулки 2, в которых посредством конических и цилиндрических поверхностей установлены с возможностью поворота валики 3 с закрепленными на них держателями 4 инструмента 5. На противоположных концах валиков 3 установлены размещенные в выемках корпуса рычаги 6, которые могут быть закреплены в требуемом положении посредством клеммных соединений. Валики 3 подпружинены относительно втулок 2 в направлении рычагов посредством пружин 7, а для фиксации резьбовых втулок предусмотрены сухари 8 и винты 9.
На корпусе установлено с возможностью поворота кольцо 10, в радиальных резьбовых отверстиях которого установлены регулировочные винты 11 и выполнены радиальные отверстия 12 и 13. Угловой поворот кольца 10 ограничен размещенным в его пазу штифтом 14, а в крайних положениях оно упруго фиксируется подпружиненным шариком 15, западающим в отверстие 12 или 13. На рычагах со сторону, обращенной к внутренней поверхности кольца 10, выполнены рабочие профили в виде выступов 16 и впадин 17, предназначенных для взаимодействия с винтами 11, а в отверстиях рычагов со стороны, противоположной выступам, установлены пружины 18.
На корпусе закреплены посредством гаек кронштейны 19, в которых установлены регулировочные винты 20 с контрогайками 21. На неподвижной части станка установлено тормозное устройство 22, предназначенное для взаимодействия с кольцом 10. В осевом отверстии корпуса на подшипниках установлена направляющая втулка 23 для направления пруткового материала 24 Винты 25 и 26, установленные в держателях, служат соответственно для установки резцов на требуемый диаметр обработки и их закрепления.
Резцовая головка настраивается следующим образом.
При вращении корпуса 1 при заторможенном кольце 10 винты 11 выходят из выемок 17 на выступы 16 и поворачивают рычаги 6 с держателями 4, сжимая пружины 18, в рабочее положение. При этом, штифт 14 упирается в кольцо, а шарик 15 западает в отверстие 12. В этом положении
5 резцы выставляются по эталону - в одной плоскости посредством поворота втулок 2, по центру обрабатываемой детали посредством винтов 20, а на размер обработки посредством винтов 25. Винты 11 при этом должны находиться в таком положении, чтобы между ними и выступами 16 имел место небольшой натяг.
После настройки резцов поворотом корпуса 1 при заторможенном кольце 10 осуществляют отвод держателей от эталона в
5 исходное положение. Рычаги с держателями поворачиваются при этом под действием пружин 18, когда выемки 17 располагаются напротив винтов 11. Эталон убирается, в направляющую втулку 23 вставляется прут ковый материал или проволока, и головка готова к работе.
, При включении вращения корпуса, при кратковременно заторможенном кольце, происходит поворот держателей в рабочее положение. Кольцо 10 фиксируется западани5 ем шарика в отверстие 12, растормаживается, включается подача пруткового материала и производится его обработка.
Формула изобретения
0 Резцовая головка, содержащая корпус, предназначенный для закрепления на шпинделе станка, держатели инструмента, установленные в передней части корпуса посредством осей с возможностью поворота в плоскости, перпендикулярной оси корпуса, рычаги для поворота держателей, средства для поворота рычагов, включающие рабочие профили, пружины и регулировочные винты, отличающаяся тем, что, с целью упрощения конструкции, оси выполнены в виде валиков
0 с коническими и цилиндрическими поверхностями и установлены посредством этих поверхностей в ответных отверстиях введенных в головку резьбовых втулок, установленных с возможностью поворота и фиксации в требуемом положении в резьбовых от5 верстиях, выполненных в корпусе, при этом держатели жестко связаны с валиками, рычаги размещены в выполненных в корпусе выемках и установлены на противоположных концах валиков с возможностью установочного поворота и фиксации в требуемом положении, а валики подпружинены относительно резьбовых втулок в направлении рычагов, причем средства для поворота рычагов выполнены в виде установленного на корпусе с возможностью ограниченного уг5 лового поворота и упругой фиксации в крайних положениях кольца с радиальными резьбовыми отверстиями и тормозного устройства, установленного на неподвижной
5
части станка с возможностью взаимодействия с кольцом, при этом рабочие профили выполнены в виде выступов и выемок, расположенных на рычагах со стороны, обращенной к внутренней поверхности кольца, регулировочные винты установлены в резьбовых отверстиях кольца с возможностью взаимодействия с выступами и выемками на рычагах, а пружины размещены в выполненных в рычагах с противоположной относительно выступов стороны отверстиях, причем головка снабжена закрепленными на корпусе кронштейнами и установленными в них дополнительными регулировочными винтами, предназначенными для взаимодействия с держателями в направлении, противоположном их повороту в рабочее положение.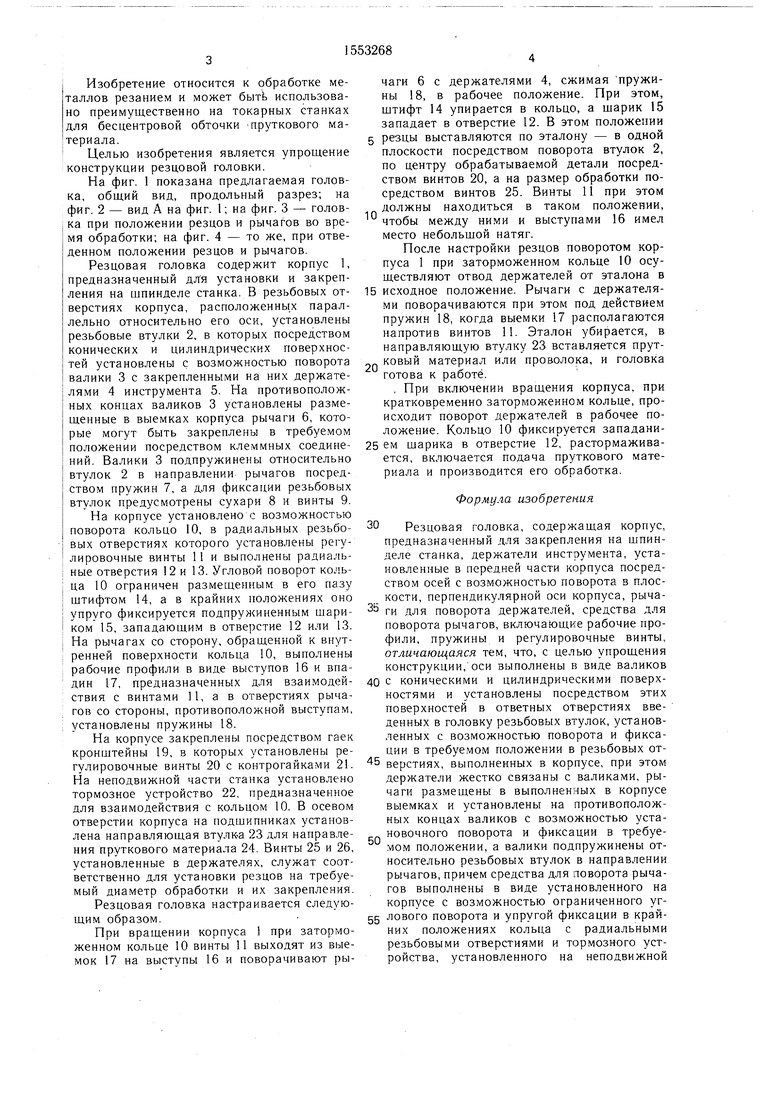
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ВИНТОВ ИЛИ Т. П. ИЗДЕЛИЙ | 1925 |
|
SU7849A1 |
| Устройство для крепления держателя осевого инструмента к шпинделю станка | 1988 |
|
SU1713422A3 |
| Двухрезцовая головка для точения | 1988 |
|
SU1683878A1 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
| Резцовая головка | 1990 |
|
SU1804948A1 |
| Механизм поддерживающих роликов бесцентрово-токарного станка | 1986 |
|
SU1360904A1 |
| РЕЗЦОВАЯ ГОЛОВКА | 1973 |
|
SU374795A1 |
| Расточная головка | 1989 |
|
SU1729702A1 |
| Расточная головка | 1990 |
|
SU1787695A1 |
| Штемпельный станок-полуавтомат | 1990 |
|
SU1781085A1 |

Изобретение относится к обработке металлов резанием и может быть использовано преимущественно на токарных станках для бесцентровой обточки пруткового материала. Целью изобретения является упрощение конструкции. Головка содержит корпус 1, закрепленные на валиках 3 держатели 4 инструмента и рычаги 6. Валики 3 установлены с возможностью поворота в резьбовых втулках, размещенных в корпусе параллельно его оси. На корпусе установлено кольцо 10, которое может быть заторможено тормозным устройством. Поворот рычагов осуществляется расположенными в кольце винтами 11 при их взаимодействии с выполненными на рычагах выступами 16 и выемками 17. Регулировка положения держателей и инструмента осуществляется винтом 20, втулкой 2 и винтами, установленными в держателях. При включении вращения корпуса 1 при заторможенном кольце 10 осуществляется поворот держателей в рабочее положение и производится обработка пруткового материала. 4 ил.
21
Фиг.З
Фиг. Ч
| Власов С | |||
| Н | |||
| и Черпаков Б | |||
| И | |||
| Справочник молодого наладчика автоматических линий и специальных станков | |||
| М.: Высшая школа, 1983, с | |||
| Нефтяной конвертер | 1922 |
|
SU64A1 |
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
