{
Изобретение относится к области обработки металлов резанием npeHivfy- щественно на бесценгрово-токарных станках.
Известна резцовая головка для обрабо- ки катаных прутков из титановых, сплавов на бесцентрово-токарньсх станках, имеющих аве пары резцов равномерно расположенных в пазах на торце корпуса Pll . Резцы, устанавливаемые в известных головках, имеют главную, калибрующую и вспомогательную режущие , главный ф и вспомогательный (р утлы в плане. Пазы в корпусе головки выполнены таким образом, что главные режущие кромки установленных в них резцов располагаются параллельно оси головки.
К недостаткам таких резцовых головок относится низкая стойкость режущего инструмента значительных вибраций, возникающих в процессе обработки и болыиая величина осевого усилия подачи. Кроме того, неточность
положения вершин резцов создает допол нительные условия, ухудшающие стабилизацию положения заготовки в процессе механической обработки, что снижает виброустойчивость системы деталь - инструмент.
Целью изобретения является устранение указанных недостатков путем уменьшения усилия подачи и увеличения жест костн, что обеспечивает повышение стой 0кости режущего инструмента.
Цель достигается тем, что резцы выполнены с одной режущей кромкой с главным Q) и вспомогательным (о. угла-15ми в плане, равными нулю, а пазы в корпусе выполнены таким образом, что режущие кромки установленных в них резцов расположены в плоскостях, парал-. лельньк оси головки и под углом JI к
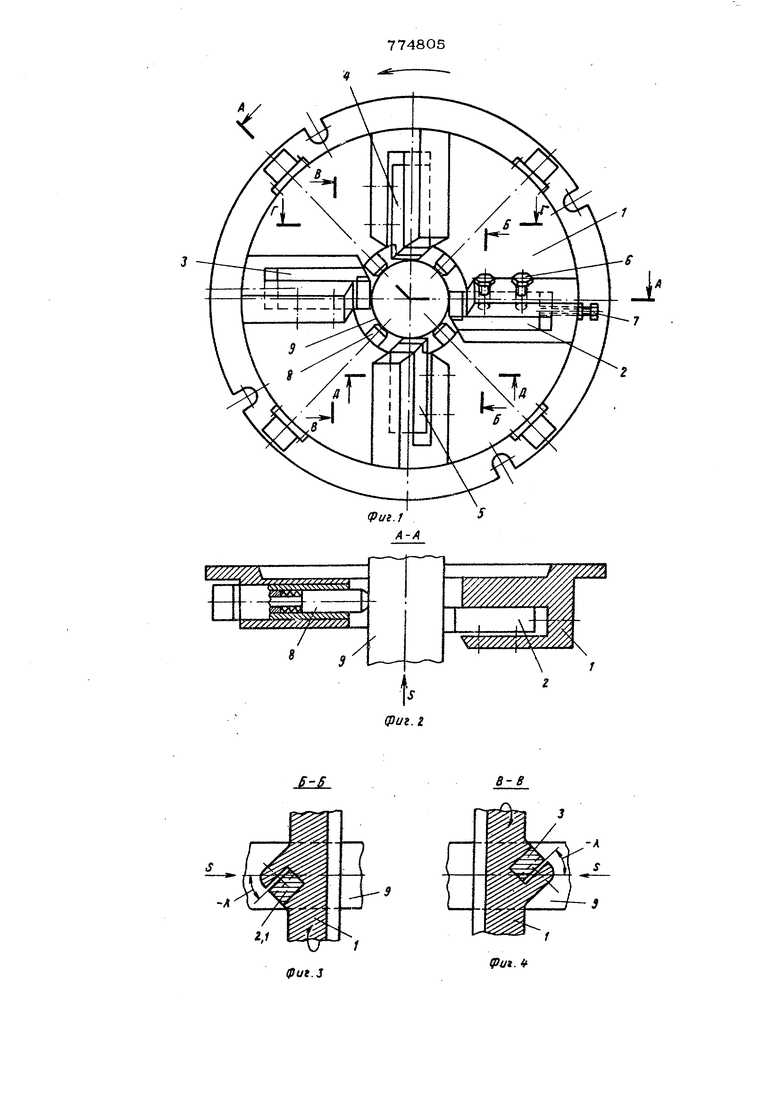
20 этой оси, одинаковым Для всех резцов по величине, но противоположным для рядом установленньк резцов по знаку. На фиг. 1 изображена предлагаемая резцовая головка, вид спереди; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 и 4 - разрезы Б-Б и В-В на фиг. 1 (положения пазов в корпусе в горизойтальной плоскости относительно на&равления подачи заготовки); на фиг. 5 и 6 -.разрезы Г-Г и Zb-Д на фиг. 1 (по лонсения пазов в корпусе в вертикальной плоскости относительно направления подачи заготовки); на фиг. 7 - схема действующих сил на переднюю часть всех четырех резцов в головке в процессе механической обработки заготовки. Резцовая головка содержит корпус 1 с четным числом. пар пазов, равномерно расположенных на его торце, с установленными в них резцами 2, 3, 4 и 5. Резцы 2, 3, 4 и 5 выставляются винтами 6 на требуемьй размер по контрольной оправке и крепятся винтами 7. Корпус 1 резцовой головки устанавливается в шпинделе станка. В корпусе 1 имеются сухари 8 для дополнительного центрирования заготовки 9. Резцы 2, 3, 4 ц 5 вьтолнены с одной режущей кромкой с главным ф и всяомогательным ф, углами в плане, 1 равными О , а пазы в корпусе вьгаолнен накло1шыми таким Образом, что режущие кромки установленных в них резцов расположены в плоскостях, параллельных оса головки (заготовки) и под углом Д, к этой оси, одинаковым для всех резцов по величине, но противоположным для рядом установленных резцов по знаку. Так, например, режущие кромки рез - цов 2 и 3 расположены под углом - JL к оси заготовки, а режущие кромки резцов 4 и 5 под углом к оси зш-отовк При иодаче заготокки 9 со cKqaостью 0 мм/мкя во вращающуюся резцовую головку резцы 2, 3, 4 и 5 снимают припуск а соответствии с их настройкой по ксятрольной оП1;)авке„ этом режугссая кромка каждого резца является также и калибрующей, а ксжтакт задних повер.хностей резцов с обработанной поверхностью заготовка обеспечивает допогшительную стабилизацию в радиально положении заготовки относительно оси головки наиравленни. 7 4 Принятое распбложение резцов в нак- сйшых пазах кс эпуса головки позволяет ри разложении равнодействующих сил г,ч4 и Р, езания к у и xj иметь наравление составляющих И G-- австречу подаче г заготовки, а при разожений равнодействующих сил резания Z г X 2 2 г иметь направление оставляющих РХ з совпаающим с направлением подачи заготовки S . В процессе механической x36pa6oTKtt аготовки составляющие Р v PXJ и Хд хс ° 1®нсируют друг друга, уменьшая общую величину силы подачн заготовки и обеспечивая при этом продольную осевую устойчивость заготовки. Радиальнь е силы, действующие на резцы (на показаны), замыкаются на корпус головки и не оказывают существенного влияния на процесс обработки. Все это благоприятно отражается на стойкости режущего инструмента и качестве обработки. Формула изобретения Резцовая головка для обработки цилиндрических заготовок, преимущественно иа бесцентрово-токарных станкАх, содержащая корпус с четным числом пар пазов, равномерно расположенных на его торце, с установленными в них резцами, отличающаяся тем, что, с целью уменьшения усилия подачи и повь шения жесткости в процессе обработки, резцы выполнены с одной режущей кромкой, с главным (f и вспомогательным ф углами в плане, равными нулю, а пазы в корпусе вьгаолнены таким образом, что режущие кромки установленных в них резцов расположены в плоскостях, параллельных оси головки н под углом к этой оси, одинаковым для всех резцов по величине, но противопол.ожным для рядом установленных резцов по знавсу. Источники инфсрмацин, сфииятые во внимание при экспертизе 1. Созйнов Л. И. и др. Обработка катаных заготовок, М., Машиностроитель, 1971, № 7, с. 32, рис. 2.
S
(Раг.г
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| Резцовая головка | 1984 |
|
SU1144788A1 |
| РЕЗЦОВАЯ ЗУБОРЕЗНАЯ ГОЛОВКА ДЛЯ НАРЕЗАНИЯ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2430813C2 |
| Способ механической обработки и устройство для его осуществления | 1989 |
|
SU1838047A3 |
| Способ подготовки плоской поверхности к напылению | 1985 |
|
SU1308429A1 |
| Механизм поддерживающих роликов бесцентрово-токарного станка | 1986 |
|
SU1360904A1 |
| Устройство "нева" для отрезки детали на токарном станке | 1982 |
|
SU1074660A1 |
| Режущая пластина | 1982 |
|
SU1115857A2 |
| РЕЗЦОВАЯ ГОЛОВКА | 2006 |
|
RU2306210C1 |
| Резцовая головка | 1990 |
|
SU1774906A3 |

(put.J
(Риг. «
Г Г
иг.е
