Изобретение относится к конструкция прокатных валков, преимущественно валков рабочих клетей станов холодной прокатки труб.
Известны валки трубопрокатного стана холодной прокатки труб, содержащие кольцевой калибр, установленный через конусную втулку на цилиндрическом валу, на котором размещены опорные втулки подшипников и механизм осевой фиксации конусной втулки с калибром в виде винтовой пары. Однако такие валки недолговечны, так как при работе цилиндрические посадочные поверхности спекаются, а при разборке на них появляются задиры и усложняется замена калибра; при этом цилиндрический вал несет значительные нагрузки от крутящего моjMeHTa привода.
Для повышения долговечности элементов валка, облегчения замены калибра и разгрузки вала от крутящего момента привода в. предлагаемом валке вал выполнен конусным, а механизм осевой фиксации - в виде передающих крутящий момент встречных односторонних клиньев, которые соединены болтом и расположены поперечно оси вращения валка в пазах калибра и клиновых пазах торца опорной втулки, установленной со стороны меньшего диаметра вала.
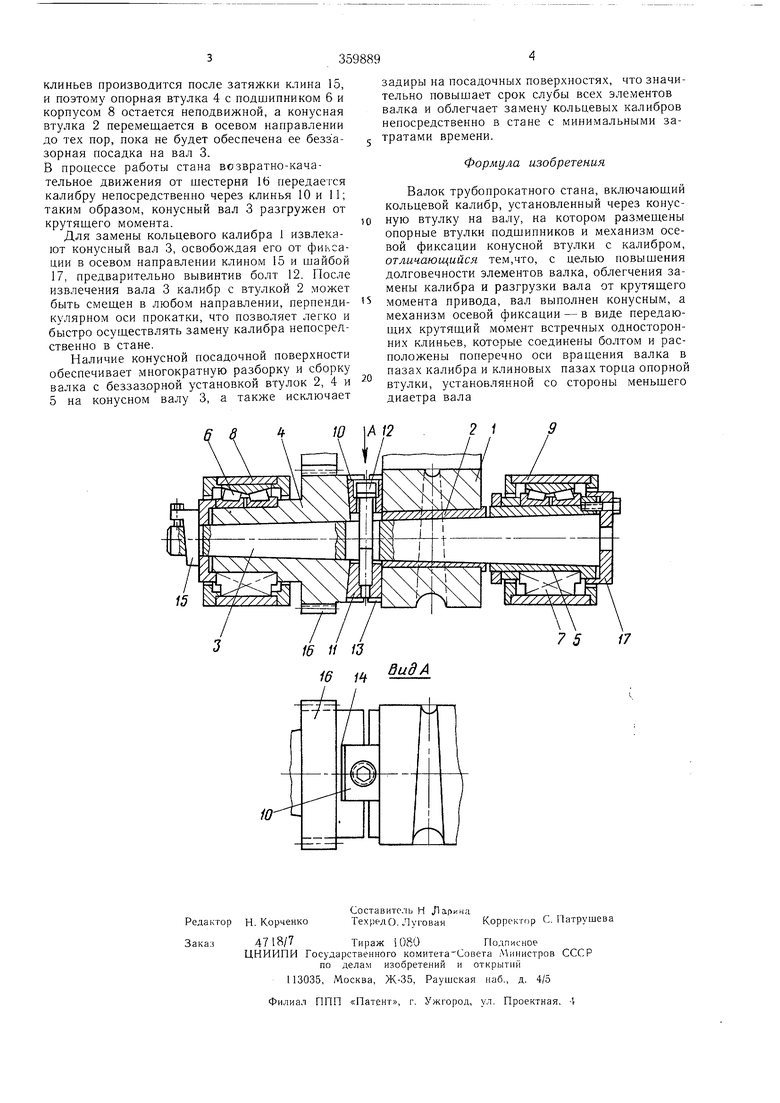
Валок содержит кольцевой калибр 1, размещенный через конусную втулку 2 на конусном валу 3. На этом валу находятся опорные втулки 4 и 5 под подшипники 6 и 7 с корлуса.ми 8 и 9, а также механизм осевой фиксации конусной втулки с калибром.
Механизм осевой фиксации выполнен в виде передающих крутящий момент встречных односторонних клиньев 10 и 11, которые соединены болтом 12 и расположены поперечно оси вращения валка в пазах 13 калибра и в обращенных к нему клиновыхпазах 14 торца опорной втулки, установленной со стороны меньщего диаметра конусного вала. Клиновые пазы во втулке изготовлены со встречными уклонами. От осевого смещения опорная втулка крепится на конусном валу посредством клина 15, и на ней монтируется или выполняется как одна с ней деталь шестерня 16. Опорная втулка, размещенная со стороны больщего диаметра конусного вала, закреплена на нем от осевого смещения торцо0 вой шайбой гайкой) 17.
Неред работой калибр 1 с конусной втулкой 2 фиксируют в осевом направлении на конусном валу 3 при помощи встречных клиньев 10 и 11 и болта 12. При затяжке болта клинья сближаются и перемещают калибр с конусной втулкой
| название | год | авторы | номер документа |
|---|---|---|---|
| Валок для пилигримовой прокатки труб | 1980 |
|
SU917878A1 |
| ДВУХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1999 |
|
RU2189873C2 |
| Валок для холодной пилигримовой прокатки труб | 1982 |
|
SU1126344A1 |
| Прокатная клеть | 1977 |
|
SU662170A1 |
| Предварительно напряженная прокатная клеть | 1986 |
|
SU1389894A1 |
| Валок для пильгерной прокатки труб | 1974 |
|
SU505454A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ. | 2013 |
|
RU2532214C1 |
| ПРОКАТНАЯ КЛЕТЬ С КОНСОЛЬНЫМИ ВАЛКАМИ | 1999 |
|
RU2189874C2 |
| Прокатная клеть | 1992 |
|
SU1834725A3 |
| КЛЕТЬ ПРОДОЛЬНОЙ ПРОКАТКИ | 2009 |
|
RU2430800C2 |
