1
Изобретение относится к металлургической промышленности и предназначено для машин непрерывного литья металлов.
Известна промежуточная емкость для отливки непрерывных слитков круглого сечения с подачей металла под уровень, а также полых заготовок с двумя и более стаканами.
Одним из основных недостатков при непрерывном литье с сушествующей промежуточной емкостью является плохое качество поверхности отливки. Из-за недостаточной интенсивности теплообмена между струей металла и мениском происходит охлаждение мениска, образование корки и, как следствие этого, возникновение заворотов корки и трещин.
Для устранения этого недостатка необходимо вести разливку под слоем шлака, а также усилить теплообмен между струей и мениском металла, чтобы не допустить образования твердой корки шлака на поверхности мениска металла. Это обеспечит предотвращение заворотов корки и улучшение качества поверхности отливки, особенно имеющей большой наружный диаметр, а также полых заготовок с значительной толщиной стенки.
Эта цель достигается тем, что предлагаемая промежуточная емкость для отливки под уровень непрерывных слитков круглого сечения, а также полых заготовок наружным диаметром более 300 мм, снабжена удлиненными стаканами, расположенными на расстоянии 15 20 диаметров отверстия, а отверстия выполнены под углом 5-10 к горизонтальной оси книзу. При этом кинетическая энергия вытекающих из отверстий струй металла используется на придание варщепия прилегающим слоям металла, что позволит получить отливку с хорошим качеством поверхности.
Предложенная емкость может быть использована как для отливки слитков круглого сечения, так п для отливки полых слитков.
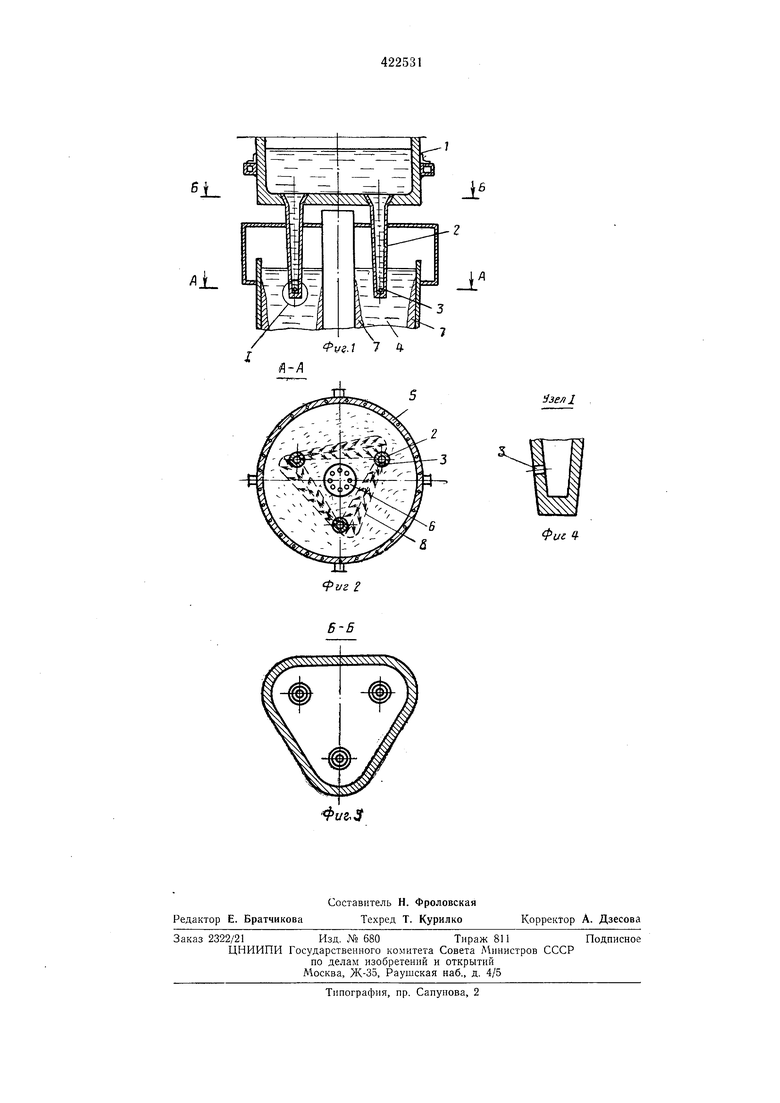
Па фиг. 1 изображен вертикальный разрез описываемой промежуточной емкости с кристаллизатором для отливки полых слитков;
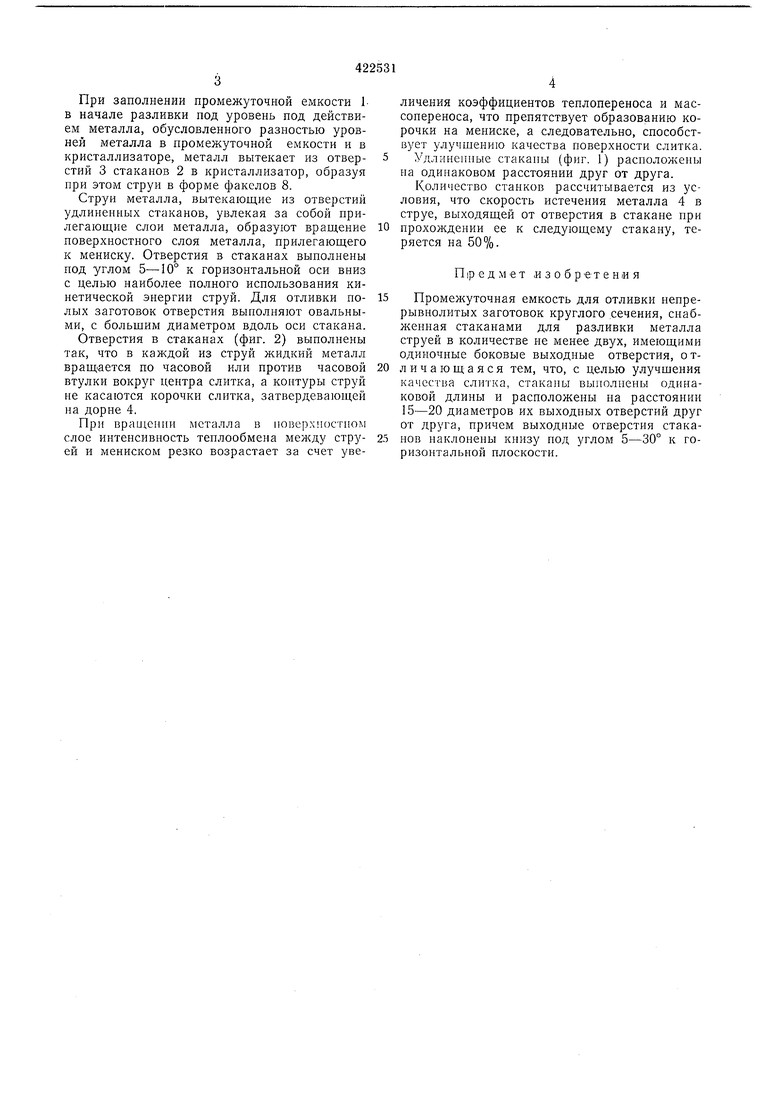
5 на фиг. 2 - разрез по Л-А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 1; на фиг. 4 - узел I на фиг. 1.
Промежуточная емкость 1 выполнена с тремя удлиненными стаканами 2 для непрерывной разливки металла под уровень. Стаканы 2 имеют отверстия 3, расположенные под углом 5--10° вниз к горизонтальной оси для заполнения металлом 4 кристаллизатора 5. Для формирования внутренней полости, например, при отливке полых слитков используется дорн 6 - водоохлаждаемый металлический стержень. В процессе затвердевания с внутренней и внешней стороны образуется корочка 7.
0 стройство работает следующим образом.
При заполнении промежуточной емкости 1в начале разливки под уровень под действием металла, обусловленного разностью уровней металла в промежуточной емкости и в кристаллизаторе, металл вытекает из отверстий 3 стаканов 2 в кристаллизатор, образуя при этом струи в форме факелов 8.
Струи металла, вытекающие из отверстий удлиненных стаканов, увлекая за собой прилегающие слои металла, образуют вращение поверхностного слоя металла, прилегающего к мениску. Отверстия в стаканах выполнены под углом 5-10° к горизонтальной оси вниз с целью наиболее полного использования кинетической энергии струй. Для отливки полых заготовок отверстия выполняют овальными, с большим диаметром вдоль оси стакана.
Отверстия в стаканах (фиг. 2) выполнены так, что в каждой из струй жидкий металл вращается по часовой или против часовой втулки вокруг центра слитка, а контуры струй не касаются корочки слитка, затвердевающей на дорпе 4.
При вращснни металла в поверхностном слое интенсивность теплообмена между струей и мениском резко возрастает за счет увеличения коэффициентов теплопереноса и массопереноса, что препятствует образованию корочки на мениске, а следовательно, способствует улучшению качества поверхности слитка.
Удлиненные стакапы (фиг. 1) расположены на одинаковом расстоянии друг от друга.
Количество станков рассчитывается из условия, что скорость истечения металла 4 в струе, выходящей от отверстия в стакане при прохождении ее к следующему стакану, теряется на 50%.
П ip е д м е т изобретения
Промежуточная емкость для отливки непрерывнолитых заготовок круглого сечения, снабженная стаканами для разливки металла струей в количестве ие менее двух, имеющими одиночные боковые выходные отверстия, о тличающаяся тем, что, с целью улучшения качества слитка, стаканы выполнены одинаковой длины и расположены на расстоянии 15-20 диаметров их выходных отверстий друг от друга, причем выходные отверстия стаканов наклонены книзу под углом 5-30° к горизонтальной плоскости.
61
1.
i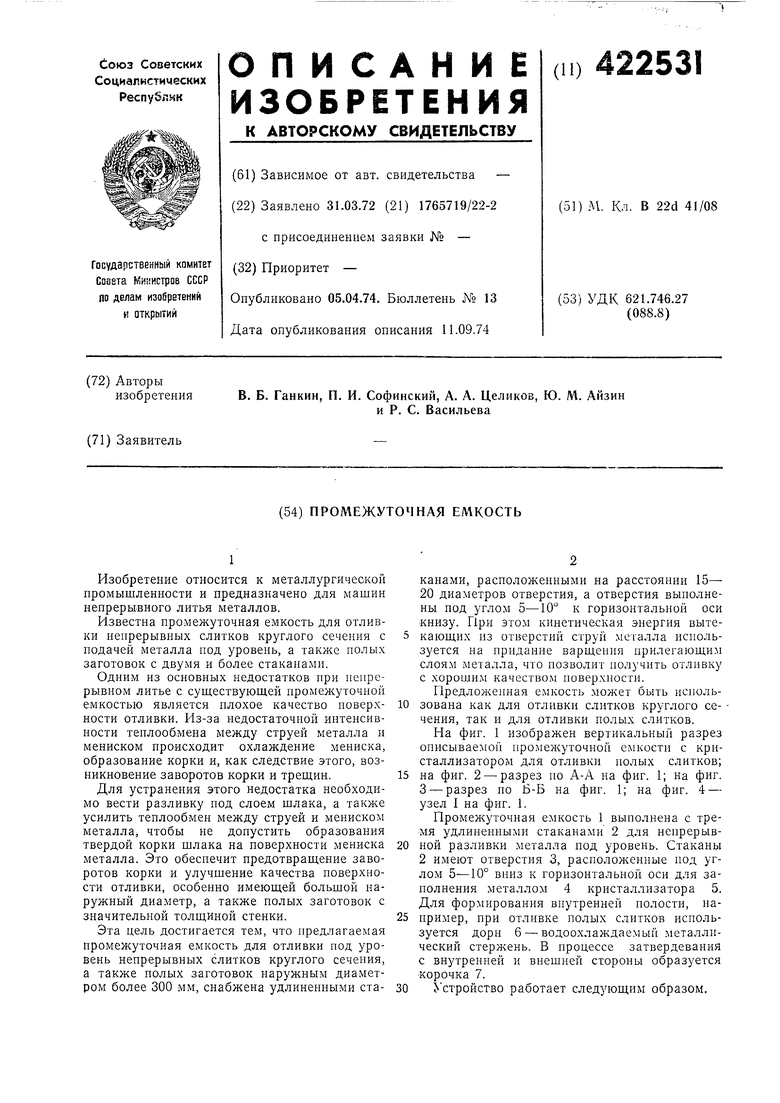
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1998 |
|
RU2148469C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ ИЗ ПРОМЕЖУТОЧНОГО КОВША В КРИСТАЛЛИЗАТОР И ПОГРУЖНОЙ СТАКАН ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2236326C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ЗАГОТОВОК | 1994 |
|
RU2077409C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОКАЧЕСТВЕННОЙ НЕПРЕРЫВНО-ЛИТОЙ КРУГЛОЙ ЗАГОТОВКИ | 1999 |
|
RU2169635C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПРЯМОУГОЛЬНЫХ СТАЛЬНЫХ СЛИТКОВ | 2008 |
|
RU2381086C1 |
| Способ разливки металлов | 1972 |
|
SU450636A1 |
| Способ непрерывной разливки высоколегированной стали | 1989 |
|
SU1706778A1 |
| Устройство для подвода металла при непрерывной разливке | 1981 |
|
SU1066729A1 |
| Стакан для бокового подвода металла | 1976 |
|
SU588059A1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ПОЛЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2112623C1 |