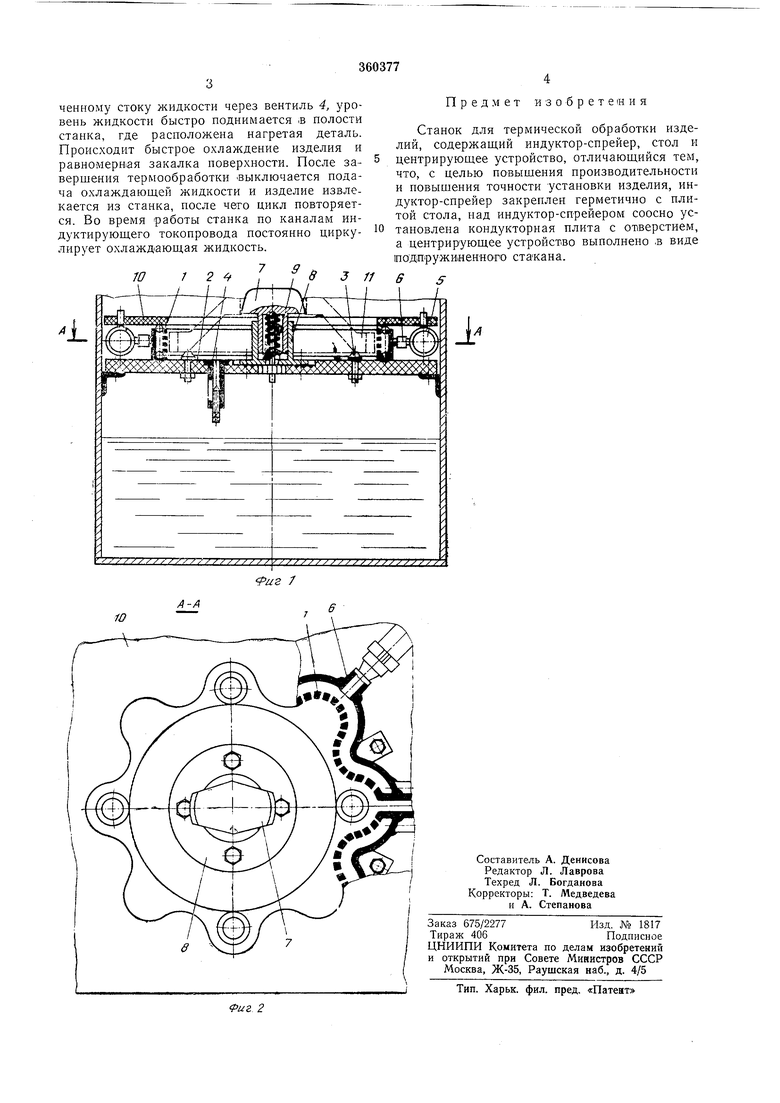
Изобретение относится к термической обработке изделий. Известен станок для термической обработки изделий, содержащий индуктор-спрейер, стол и центрирующее устройство. Цель настоящего изобретения - повышение производительности труда и повыщениз точности установки изделия. Предлагаемое устройство отличается от известного тем, что иидуктор-спрейер закреплен герметично с плитой стола, над индукторспрейером соосно установлена кондукторная плита с отверстием, а центрирующее устройство выполнено в виде подп ружиненного стакана. На фит. 1 изображен станок для термообработки изделий ТБЧ в разрезе; на фиг. 2 -,разрез станка по А-А (фиг. 1). Станок состоит из иидуктора-спрейера /, огибающего изделие по внешнему контуру, например, по контуру звездочки трактора, неподвижного стола 2 с упорами 5 для точной установки изделия и, снабженного вентилем 4 для регулирования стока охлаждающей жидкости. Подачу охлаждающей жидкости осуществляют по трубопроводу 5 и щтуцером 6 в опрейер и через отверстие- в опрейере на изделие (звездочку).- На- столе установлено центрирующее устройство, состоящее из стакана 7, направляющей втулки 8 и пружины 9. Для устранения повреждения индукторасирейера сверху устройства установлена кондукторная нлита 10 с отверстием, соответствующим контуру изделия для прохода и установки изделия. Станок смонтирован на корпусе, он же является одновременно и сборником охлаждающей жидкости. Станок для термообработки изделий ТВЧ работает следующим образом. Изделие И подвергают термообработке, например, звездочка трактора устанавливается любым подъемным механизмом на подпружиненный станок 7 центрирующего устройства. При неправильной ориентировке изделия пружина 9 сжимается и изделие плавно опускается на кондукторную плиту 10. Затем поворотом и смещением изделие центрируется относительно отверстия кондуктора при помощи стакана 7 и опускается до упоров 3 стола 2. Индуктор-спрейер включается в цець генераторов ТВЧ, происходит нагрев до необходимой температуры закалки, после чего индуктор отключается, и по трубопроводу 5 через щтуцер 6 охлаждающая среда подается на закаливаемую поверхность изделия через отверстия спрейера. При этом, благодаря ограни
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1971 |
|
SU312883A1 |
| УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2000 |
|
RU2182932C2 |
| Станок для закалки изделий | 1977 |
|
SU655731A1 |
| Автоматическая линия для термообработки плоских деталей | 1981 |
|
SU1084317A1 |
| УСТРОЙСТВО для СТРУЙНОГО ОХЛАЖДЕНИЯ ВАЛЛОНОВ | 1969 |
|
SU247979A1 |
| СТАНОК ДЛЯ ТЕРМООБРАБОТКИ ИЗДЕЛИЙ | 1970 |
|
SU258352A1 |
| Устройство для индукционной закалки крупномодульных зубчатых колес | 1988 |
|
SU1652364A1 |
| ТРЕХПОЗИЦИОННАЯ | 1968 |
|
SU231587A1 |
| Станок для закалки цилиндрических изделий | 1987 |
|
SU1507812A1 |
| Станок для закалки цилиндрических деталей | 1974 |
|
SU515802A1 |
