Изобретение относится к производству формовых изделий из полимерных материалов (пластмасс, резины и др.) и может быть использовано для безоблойного изготовления изделий компрессионным, компрессионно-литьевым и литьевым методами.
Цель изобретения - повышение качества изделий из эластомерных полимерных материалов.
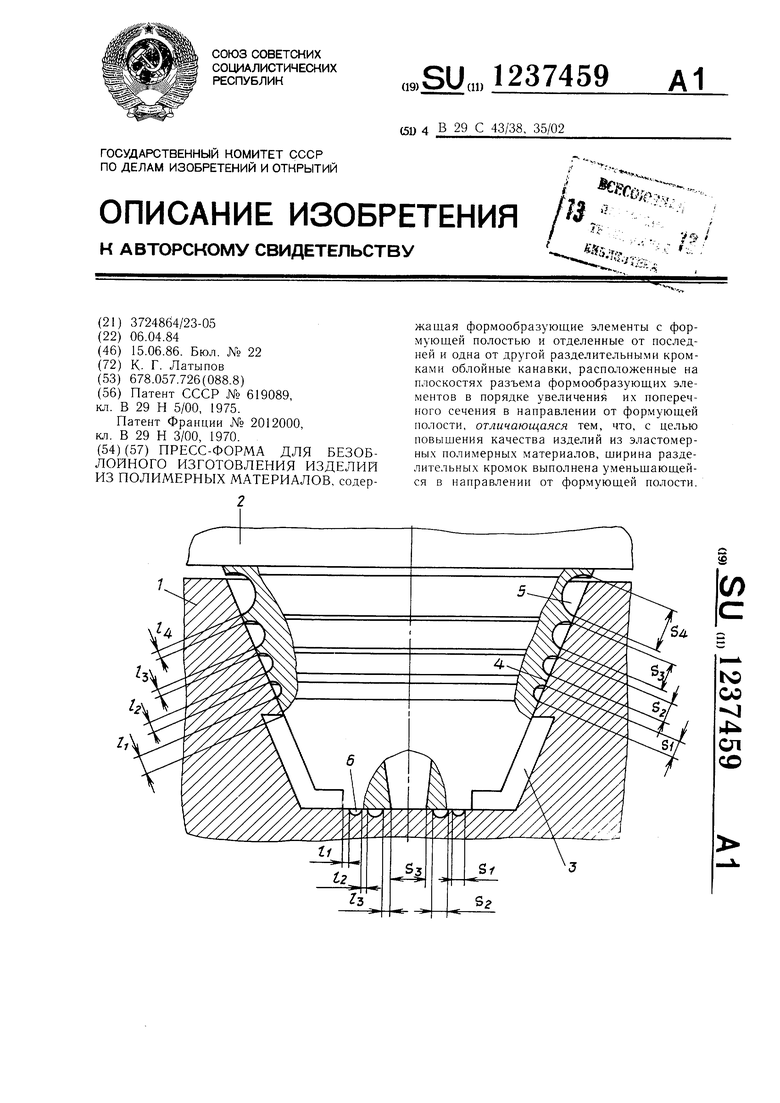
На чертеже изображена часть многопакетной пресс-формы дез безоблойного изготовления формовых изделий из полимерных материалов компрессионным методом, разрез.
Пресс-форма содержит формообразующие элементы I и 2 с формующей полостью 3, и отделенные от последней и одна от другой разделительными кромками 4 облойные канавки 5 и 6 расположены на плоскостях разъема формообразующих элементов в по рядке увеличения их поперечного сечения S в направлении от формующей плоскости. Ширина Е разделительных кромок 4 выполнена уменьщающейся в направлении от формующей полости. Ширина tj, К и Ej, Е разделительных кромок выбирается обратно пропорционально вязкости перерабатываемого материала в их зоне.
Пресс-форма работает следуюншм образом.
В формующую полость 3 загружается заготовка формуемого материала и пресс-форма закрывается под давлением до полного смыкания формообразующих элементов 1 и 2. При этом формующая полость 3 заполняется материалом, а его излишки поступают в канавки 5 и 6 и далее за пределы формо- образунэщих элементов. При запирании пресс-формы по разделительным кромкам 4
происходит отделение облоя от изделия.
В процессе формования изделия излишки материала последовательно заполняют канавки 5 и 6 в порядке их расположения от формующей полости. При этом каждая последующая канавка заполняется материалом, подполимеризованным на предшествующей ей разделительной кромке 4. Так как ширина разделительных кромок 4 уменьшается в направлении от формующей полости в соответствии с увеличение.м вязкости
полимерного материала, то гидравлическое сопротивление течению излишков материала по поверхности смыкания (разделительным кромкам) формообразующих элементов снижается пропорционально снижению вязкости материала, что предотвращает запирание
пресс-формы по облою и сводит к минимуму возможность его образования на поверхностях смыкания формообразующих элементов, а следовательно, повышает качество изделий.
Затем осуществляется полимеризация при заданном технологическим режи.ме. По окончании процесса полимеризации пресс- форма размыкается и готовое безоблойное изделие извлекается из пресс-формы. Так как канавки заполняются подполимеризованным материалом, то облой легко удаляется капроновыми щетками. Далее цикл повторяется.
| Пресс-форма для изготовления изделий из резины | 1975 |
|
SU619089A3 |
| Солесос | 1922 |
|
SU29A1 |
| ИЗМЕРИТЕЛЬНЫЙ ПРЕОБРАЗОВАТЕЛЬ НЕЭЛЕКТРИЧЕСКИХ ВЕЛИЧИН С ЕМКОСТНЫМ ДАТЧИКОМ | 1990 |
|
RU2012000C1 |
| Солесос | 1922 |
|
SU29A1 |
