Изобретение относится к производству формовых изделий из полимерного материала и может быть использовано для безоблой- ного изготовления изделий, компрессионным, компрессионно-литьевым или литьевым методом.
Цель изобретения - повышение качества изделий за счет предотвращения затекания формуемого материала на поверхности смыкания формообразующих элементов.
На фиг. 1 изображена предлагаемая пресс-форма, разрез; на фиг. 2 - вид А на фиг. 1.
Пресс-форма для безоблойного изготовления изделий из полимерного материала содержит верхний 1 и нижний 2 формообразующие элементы с формующей 3 и облой- ными 4 и 5 полостями, отделенными разделительными кромками 6 и 7, и вьщолненные на поверхностях смыкания 8 и 9 формообразующих элементов отводные каналы 10 и 11, соответственно для соединения облойных полостей с атмосферой. Расположенные между отводными каналами 10 и 11 участки айв поверхностей смыкания 8 и 9 выполнены клиновидными и обращены верщинами к формующей полости 3.
Количество отводных каналов может быть различным в зависимости от свойств материала и их формы. В предлагаемой пресс-форме каналы 10 выполнены в виде лысок на верхнем формообразующем элементе 1, а каналы 11 - виде пазов на том же элементе.
Пресс-форма работает следующим образом.
В формующую полость 3 загружается заготовка полимерного материала и формообразующие элементы 1 и 2 сближаются под воздействием усилия смыкания. По мере смыкания пресс-формы зазор между сопрягаемыми поверхностями смыкания верхнего 1 и нижнего 2 формообразующих элементов постепенно уменьшается. При этом полимерный материал заполняет формующую полость 3, а его излишки выходят в облой- ные полости 4 и 5 и далее в отводные каналы 10 и 11, где за счет клиновидных участков а и и образуются ориентированные потоки материала. Затем разделительными кромками б и 7 отделяется облой от изде5 ЛИЯ при полном смыкании пресс-формы. Клиновидные участки айв предотвращают лобовое соударение удаляемого избытка материала с поверхностей смыкания и рассекают материал на ориентированные потоки, которые направляются в отводные каналы,
0 что предотвращает попадание материала на поверхности смыкания формообразующих поверхностей. В результате обеспечивается полное смыкание пресс-формы и надежное отделение облоя от изделия кромками 6 и
5 7. Затем осуществляется полимеризация изделия при заданном технологическом режиме. По окончании процесса полимеризации пресс-форма раскрывается и готовое безоб- лойное изделие извлекается из пресс-формы, а облой из облойных полостей удаляется посредством облоя в отводных каналах, которые для этой цели выполняются достаточно широкими,не очень глубокими и без каналов перетекателей.
0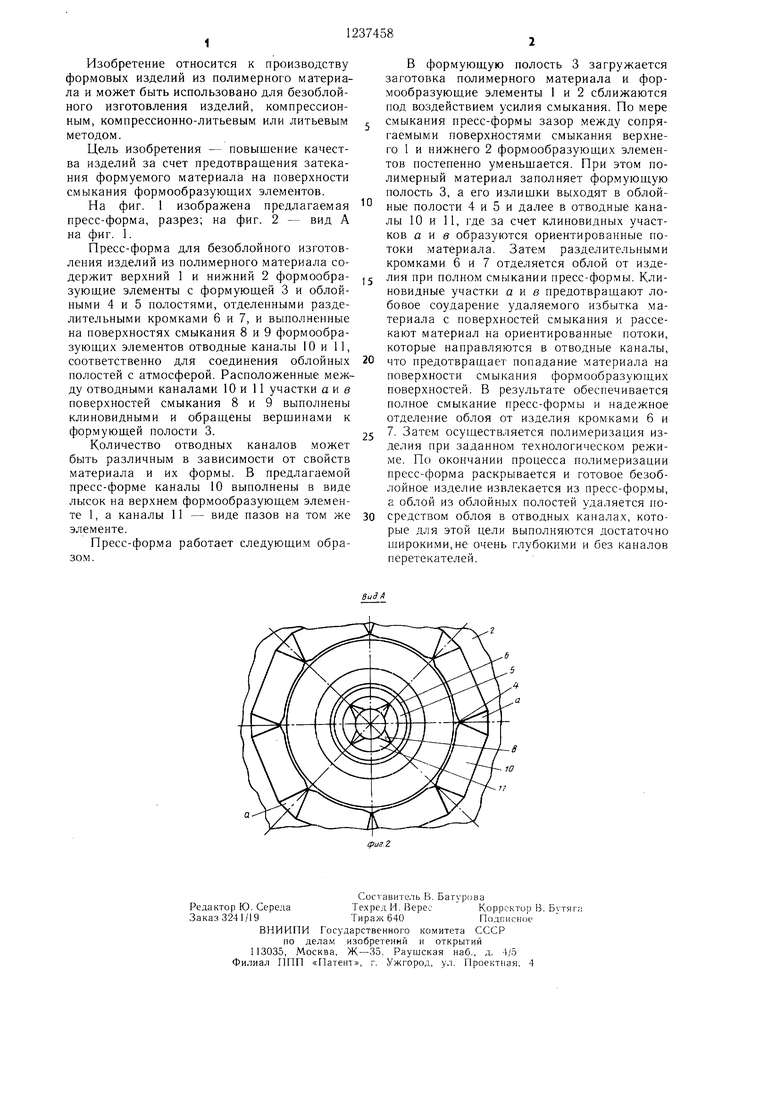

Составитель В. Батурова
Редактор НЭ. СерелаТехред И. Верес Корректор В. Б тяг;|
Заказ 3241/19Тираж 640Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ГШП «Патент, г. Ужгород, ул. Проектная, 4
| Пресс-форма для изготовления изделий из резины | 1975 |
|
SU619089A3 |
| Солесос | 1922 |
|
SU29A1 |
| Коридорная многокамерная вагонеточная углевыжигательная печь | 1921 |
|
SU36A1 |
| Солесос | 1922 |
|
SU29A1 |
