Изобретение относится к переработке термопластичных материалов методом экстру зионно-раздувного формования.
Цель изобретения расширение техио логических возможностей за счет обеспечения получения изделий с расширением, непараллельным продольной оси изделия.
На фи1 . изобр;1жено предложенное устройство при )аз()мкнутых гюлуформах (со гведенными к плоскости смыкания полуформ стержнями-захватами); на фиг. 2- то же, при сомкнутых полуформах (с разведенными стержнями-захватами после раздува заготовки); на фиг. 3 сечение А- А на фиг. 1; на фиг. 4 сечение Б - Б на фиг. 1 в положении 11О. уформ перед их окончательным смыканием (при разведенных стерж- нях-захвагах); на фиг. 5 - разрез В В на фиг. 2; на фи|. б вид Г на фиг. 2.
Предлагаемое устройство содержит две полуформы 1 с вертикальной плоскостью 2 смыкания, образующие вилкообразную полость 3, обращенную к основанию 4 ответвлениями 5 и Г), и снабжено механизмом нонеречно() растяжения трубчатой заготовки на участке с огветвлениями 5 и 6.
.Механизм поперечного растяжения труб чатой заготоЕжи имеет нанравляюшие 7, на которых расположен) юлзуны 8. На нанрав- ляюпи1х 7 и н(1.1зуне 8 расположены силовые цилиндры И и 10. Н1ТОКИ 11 и 12 служат для растяжения 1рубчато11 заготовки 19. Силовой нилиндр 10 1иа()нирно закреплен на ползуне 8 носредстиом оси 13, параллельной плоскости основания 4 ({юрмы нолуформ 1. Для ограниче 1ия пои())ота силового гчлипдра 10 меха)1изм IIMCCI о1раничитель 14.
Для опеснечения неремеп1ения по на- npaB,iHK)iiuiM 7 С илового цилиндра 9 и ползуна 8 с силовым цилиндром 10 механизм имее коп11|)ы 15, сиинанные с полуформами I кронпггейпами Hi, с силовым цилипдром 9 - кронштейнами 17, а с силовым цилиндром 10через но, 1:(ун 8, имеющий стойки 18
для крепления оси lii.
Усгройсгво работает следующим образом.
Перед началом формования изделия нолуформы 1 находятся в разомкн.утом положении. Силовой цилиндр 9 и ползун 8 с силов1)1м цилиндром 10 копирами 15 сведены (перемешены к оси полости 3). Штоки 11 и 12 в| 1двинуты из си, и)вых цилиндров 9 и 10 и находятся в .и)не формования изделия. Затем в з1М)у ф(.1рмования изделия подается расплав гермопластичного материала в виде 1рчбчатой заготовки 9, имеюшей форму, наиболее б,1изкую к профилю наимень0
5
0
5
0
5
0
5
шего но поперечному габариту (в данном примере заготовка имеет форму цилиндрической трубы) участка а изделия, Пос-пе этого полуформы 1 смыкаются.
При смыкании полуформ 1 копиры 15 перемещают по направляюгцим силовой цилиндр 9 и ползун 8 с силовым цилиндром 10. При этом силовой цилиндр 10 поворачивается на оси 13 до упора в ограничитель 14 и принимает положение с углом наклона к продольной оси полости 3, близким к углу наклона ответвления 6 к продольной оси О-О изделия 20. При перемещении (раздвигании) цилиндров 9 и 10 штоки 11 и 12 растягивают заготовку 19 на участке с от- ..етвлениями, придавая ей щелевую форму 21 (фиг. 4), наиболее близкую по поперечному габариту к выдуваемому изделию 20 на участке с ответвлениями 5 и 6. Растяжение заготовки 19 в плоскости разветвления обеспечивается за счет ее сужения в плоскости, нормальной плоскости растяжения.
После полного смыкания полуформ 1, что обеспечивается наличием в них противо- лежаших канавок, образующих каналы 22 для штоков 11 и 12, внутрь заготовки 19 нодается сжатый воздух и производится формование изделия 20. По окончании процесса формования изделия 20 штоки 11 и 12 вдвигают в силовые цилиндры 9 и 10 и производят размыкание полуформ 1, при котором копиры 15 1еремеп1.ают по направляющим 17 цилиндр 9 и ползун 8 с цилиндром 10 к плоскости 2 смыкания полуформ.
Формула изобретения
Устройство для экструзионно-раздувного формования изделий из термопластичных материалов, содержащее разъемную форму и механизм поперечного растяжения заготовок, включающий направляющие, установленные на них с возможностью возвратно-поступательного движения, ползуны и связанные с ними захваты для растяжения заготовки, отличающееся тем, что, с целью расширения технологических возможностей за счет обеспечения получения изделий с расширением, непараллельным продольной оси изделия, захваты выполнены в виде штоков силовых цилиндров, причем по крайней мере один из силовых цилиндров шарнирно закреплен на ползуне посредством оси, расположенной параллельно плоскости основания формы.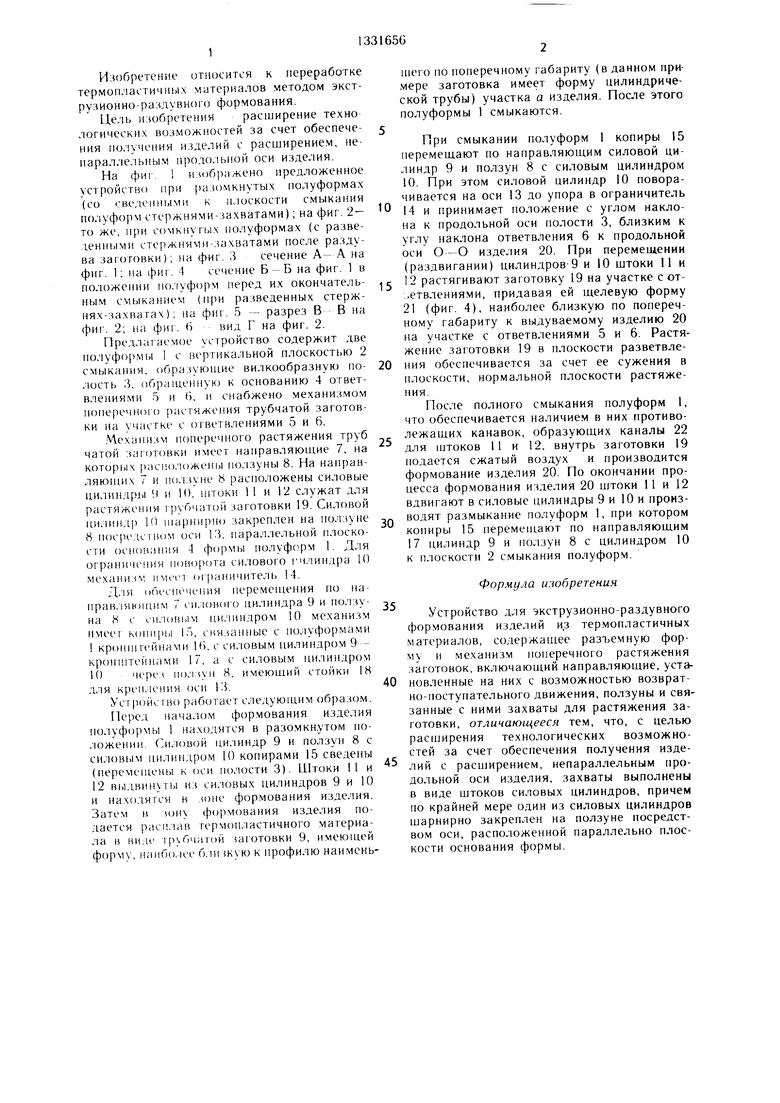
| название | год | авторы | номер документа |
|---|---|---|---|
| Разъемная форма устройства для экструзионно-раздувного формования изделия из термопластичного материала | 1986 |
|
SU1431951A1 |
| Устройство для экструзионно-раздувного формования изделий из термопластичных материалов | 1988 |
|
SU1684075A2 |
| Экструзионно-выдувная машина для изготовления полых изделий из полимерного материала | 1988 |
|
SU1682198A1 |
| ЭКСТРУЗИОННО-РАЗДУВНАЯ ФОРМОВОЧНАЯ МАШИНА | 2001 |
|
RU2186683C1 |
| АВТОМАТ ДЛЯ ВЫДУВА ПЭТ-ТАРЫ | 2011 |
|
RU2458793C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТМАССОВОГО ИЗДЕЛИЯ, А ТАКЖЕ РАЗДУВНАЯ ФОРМА ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2011 |
|
RU2560418C2 |
| МАШИНА ДЛЯ ПРОИЗВОДСТВА ВЫДУВНЫХ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ | 1973 |
|
SU378324A1 |
| СКРЕПЛЯЮЩЕЕ УСТРОЙСТВО ДЛЯ ПРЕСС-ФОРМ | 2002 |
|
RU2285612C2 |
| ВСЕСОЮЗНАЯ1,,j_[,,, _г^ . .,.,,..-J...^^..^ __ 16>&Kj..;»;o гвг^з. iv'BA | 1973 |
|
SU373264A1 |
| Литейный конвейер | 1977 |
|
SU737114A1 |


Изобретение относится к переработке тер.мопластичных материалов методом укстру- зионно-раздувного формования. Целью изобретения является расширение те.хнологических возможностей за счет обеспечения получения изделия с расширением, непарал. ге.пь- ным продольной оси изделия. Для этого устройство содержит механизм поперечного растяжения, направляющие 7, на которых распо. южен ползун 8 на направляющих 7 и ползуне 8 размепюны силовые цилиндры 9 и 10, 1итоки 11 и 12 которых служат для растяжения трубчатой заготовки 19, причем силовой цилиндр 10 щарнирно закреплен на ползуне 8 посредством оси 13, параллельной плоскости основания формы 4. Для перемещения силового цилиндра 9 и ползуна 8 механизм поперечного растяжения заготовки 19 имеет копиры 15, связанные с полуформами 1 кронц тейнами 16 и 17. ( и, 1. (Л со со 05 СП О5 /5 Э П 18 8 /J 15
S-Б
11
9и.5
&идГ
22
J
//
Составитель Д Крючков
Редактор В, ДанкоТехред И. ВересКорректор . 1. Иилипенко
Заказ 3735. 1Тираж 564подписное
ВНИИПИ Государственного комитета С(СР по делам изобретений и открытий
И3035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
12
9иг.6
| КАРУСЕЛЬНО-ПАРУСНЫЙ ДВИГАТЕЛЬ | 1994 |
|
RU2097263C1 |
| Солесос | 1922 |
|
SU29A1 |
