1
Известна установка для нанесения полимерных покрытий, состоящая из конвейера с подвесками для деталей, нагревательной печи, ванны напыления в псевдокипящем слое и системы автоматического контроля за проведением процесса.
Предлагаемая установка отличается тем, что для повышения качества покрытия деталей сложной конфигурации она снабжена электромагнитным вибрационно-встряхивающим устройством, выполненным из неподвижно укрепленного на корпусе ванны напыления электромагнита и железных масс, смонтированных на каждой подвеске, траектория которых пересекает силовые линии магнитного ноля.
Для обеспечения компактности установки и удобства обслуживания при ремонте нагревательная печь и ванна напыления смонтирова.ны на- передвижиой тележке в один блок, что позволяет выкатывать блок напыления за пределы установки.1 Для уменьшения уноса полимера и уменьшения расхода воздуха подвод в ванну напыления воздуха, создающего кипящий слой, производится только в процессе напыления. Для устранения налипания полимера на элементы подвесок последние выполнены охлаждаемыми.
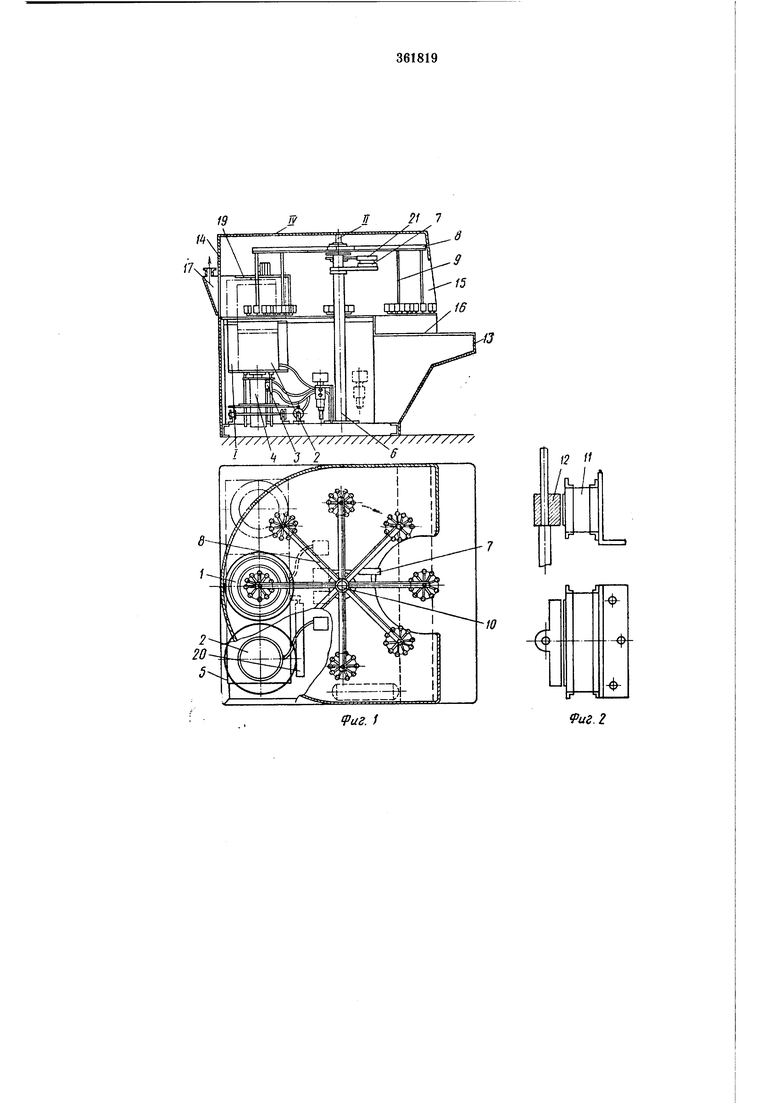
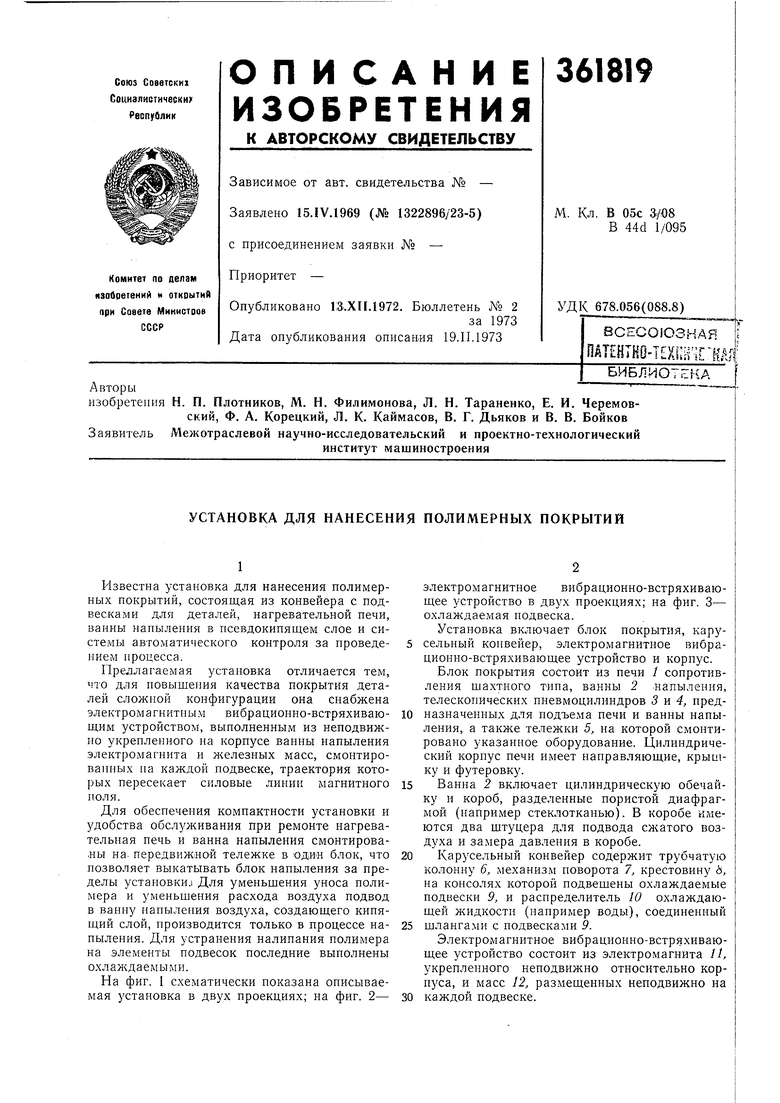
На фиг. 1 схематически показана описываемая установка в двух проекциях; на фиг. 2-
электромагнитное вибрационно-встряхивающее устройство в двух проекциях; на фиг. 3- охлаждаемая нодвеска.
Установка включает блок покрытия, карусельный конвейер, электромагнитное вибрационно-встряхивающее устройство и корпус.
Блок покрытия состоит из печи / сопротивления шахтного типа, ванны 2 .напыления, телескопических пневмоцилиндров 3 и 4, предназначенных для подъе.ма печи и ванны напыления, а также тележки 5, на которой смонтировано указанное оборудование. Цилиндрический корпус печи имеет направляющие, крышку и футеровку.
Ванна 2 включает цилиндрическую обечайку и короб, разделенные пористой диафрагмой (например стеклотканью). В коробе ид1еются два штуцера для подвода сжатого воздуха и замера давления в коробе.
Карусельный конвейер содержит трубчатую колонну 6, механизм поворота 7, крестовину и, на консолях которой подвешены охлаждаемые подвескн 9, и распределитель 10 охлаждающей жидкости (например воды), соединенный шлангами с подвесками 9.
Электромагнитное вибрационно-встряхивающее устройство состоит из электромагнита //, укрепленного неподвижно относительно корпуса, и масс 12, размещенных неподвижно на каждой подвеске.
Корпус выполнен разъемным в средней части. Передняя и задняя половины 13 и 14 корпуса сварены из прокатного профиля и тонколнстовой стали. Корпус имеет двери для обслуживания и ремонта установки. Передняя ноловина 13 корпуса снабжена окном 15 для доступа к подвескам. По обеим сторонам от окна расположены панели с приборами контрольно-регулирующей аппаратуры. Обе части корпуса оборудованы горизонтальными перегородками 16, разделяющими внутренний объем корпуса на верхнюю и нижнюю части. В верхней части находятся подвески карусельного конвейера, в нижней - блок покрытия, электрическое и пневматическое оборудование. Задняя половина 14 корпуса имеет боковой лючок для загрузки порошкообразного полимера в ванну напыления и патрубок 17 для подсоединения к вытяжной вентиляции.
Подготовленные к напылению изделия (например буровые коронки) навешиваются на подвески 9, подвешенные на консолях крестовины 8. По сигналу от переключателя конвейер поворачивается на 1/8 оборота так, что подвеска с изделиями 18 размещается точно над печью /. В пневмоцилиндр 3 подъема печи подается сжатый воздух; печь поднимается до тех пор, пока не упрется в экран 19, закрывающий отверстие печи. Время нагрева деталей устанавливается на реле времени. По истечении этого времени печь опускается в крайнее нижнее положение и воздействует на конечный выключатель, подающий сигнал на перемещение блока покрытия. Сжатый воздух поступает в пневмоцилиндр 20, перемещающий тележку 5 так, что ванна 2 размещается строго под иодвеской с нагретыми деталями 18. Конечный выключатель подает сигнал на подъем ванны и одновременно на подачу сжатого воздуха в короб ванны. Такимобразом, при движении ванны вверх происходит «вскипание порощкообразного полимера. Нагретые детали оказываются погруженными в кипящий слой порощкообразного полимера, который прилипает к нагретой поверхности и
оплавляется на ней, создавая тонкую пленку на поверхности детали.
Во время напыления включается электромагнитное вибрационно-встряхивающее устройство, сердечник которого воздействует на подвеску 9 через массу 12. Время, необходимое для напыления, устанавливается на реле времени. Амплитуда колебания подвески регулируется изменением величины зазора между
сердечником электромагнита 11 и массой 12. По истечении времени напыления ванна 2 опускается в крайнее нижнее положение и воздействует на конечный выключатель, подающий сигнал на передвижение блока покрытин в исходное положение, прекращение работы вибрационно-встряхивающего устройства, прекраияение подачи сжатого воздуха в короб ванны напыления и поворот карусели на 1/8 оборота. Пневмоцилиндр 21 поворота карусели приводит в движение храповой и делительлый механизмы. Храповой механизм обеспечивает вращение крестовины 8 только в одном направлении, а делительный - поворот ее строго на 1/8 оборота. После установки блока
покрытия в исходное положение описываемая установка готова для следующего цикла. Остывание изделий происходит на пути от положения напыления до выгрузочного окна 15. Все операции автоматического цикла могут
осуществляться в ручном режиме.
Предмет изобретения
Установка для нанесения полимерных покрытий, состоящая из конвейера с подвесками
для деталей, нагревательной печи, ванны напыления в псевдокипящем слое и системы автоматического контроля за проведением процесса, отличающаяся тем, что, с целью повышения качества покрытия деталей сложной
конфигурации, установка снабжена электромагнитным вибрационно-встряхивающим устройством, выполненным из неподвижно укрепленного на корпусе ванны напыления электромагнита и железных масс, смонтированных на
каждой подвеске, траектория которых пересекает силОВые линии магнитного поля.
W
32
12 11
г7
-ш
..
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТ ДЛЯ НАНЕСЕНИЯ ПОЛИМЕРНЫХПОКРЫТИЙ | 1972 |
|
SU355055A1 |
| Устройство для нанесения электроизоляционных покрытий из порошкообразных полимеров | 1983 |
|
SU1134242A1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ МОЙКИ ИЗДЕЛИЙ | 1992 |
|
RU2008988C1 |
| Установка для нанесения полимерных покрытий на изделия | 1983 |
|
SU1139520A1 |
| Поточно-механизированная линия для наплавки бил | 1981 |
|
SU1069940A1 |
| КАРУСЕЛЬНАЯ МОЕЧНО-СУШИЛЬНАЯ УСТАНОВКА | 1991 |
|
RU2022674C1 |
| Съемно-сборочное устройство карусельного типа к формовочным машинам | 1958 |
|
SU117354A1 |
| Полуавтомат для эмалирования изделий | 1979 |
|
SU885350A1 |
| НАНЕСЕНИЯ НА ДЕТАЛИ ПОЛИМЕРНЫХПОКРЫТИЙ | 1972 |
|
SU342684A1 |
| Полуавтомат для нанесения полимерных покрытий на емкости типа "бутыль | 1973 |
|
SU588015A1 |