(54) СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМ011ЮВНЫХ ТРУБ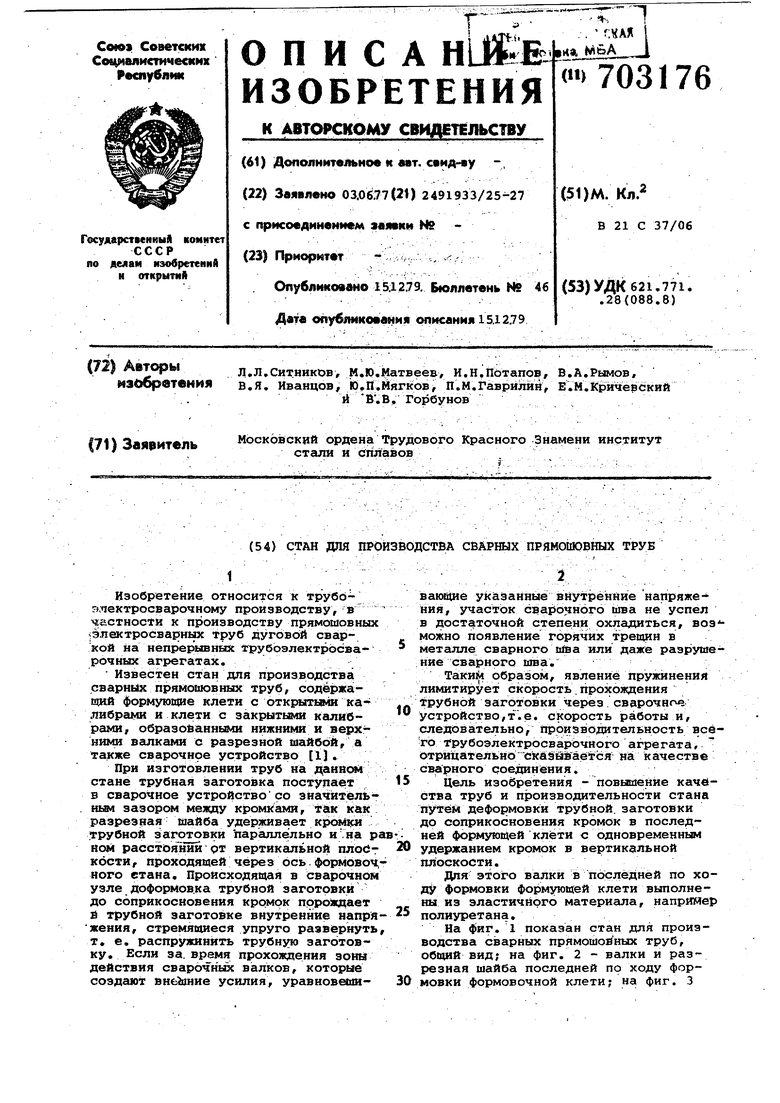
| название | год | авторы | номер документа |
|---|---|---|---|
| Трубоформовочный стан | 1980 |
|
SU893282A1 |
| Валковый калибр трубоформовочного стана | 1982 |
|
SU1049135A1 |
| СПОСОБ И СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2013 |
|
RU2546951C2 |
| Способ производства прямошовных труб диаметром от 10 до 530 мм на непрерывных трубоэлектросварочных агрегатах | 2018 |
|
RU2677558C1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2012 |
|
RU2504449C1 |
| Способ непрерывной формовки полосы в трубную заготовку | 1975 |
|
SU547248A1 |
| Валковый калибр трубоформовочного стана | 1987 |
|
SU1503925A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 1993 |
|
RU2040988C1 |
| Сварочный узел стана для изготовления сварных прямошовных труб | 1980 |
|
SU902889A2 |
| Стан для производства сварных прямошовных труб | 1976 |
|
SU599883A1 |
Изобретение относится к трубОачектросварочному производству, в частности к производству прямошовных электросварных труб дуговой сваркой на непрер ывнЁ1х трубоэлектросварочных агрегатах,
Известен стан для проиэврдствгь сварных прямошовных труб, содержащий формуювше клети с открытыми калибрами и клети с закрытшш кешибрами, образованными нижними и верхникш валками с разрезной шайбой, а также сварочное устройство
При изготовлении труб на давне стане трубная заготовка поступает в сварочное устройствосо значитёльтал зазором между кромками, так как разрезная шайба удерркивает кромки трубной заготовки параллельно и .на р ной расстоя нии от вертикальной плобт кости,, проходящей через ось. формовочкого стана. Происходящая в сварочном узле доформов.ка трубной заготовки до соприкосновения кромок порождает S трубной заготовке внутренние напряжения, стремящиеся упруго развернуть т, е. распружинить трубную заготовку. Если за. время прохождения зоны действия сварочных валков, которые создают вн&Ъ1ние усилия, уравновекоивактдае указанные внутренние напряжения, участок сварочного шва не успел в достаточной степени охладиться, воз можно появление горячих трещин в металле сварного или даже разрушение сварного шва.
Таким образом, явление пружинения лимитирует скорость.прохождения трубной заготовки через сварочнпе
0 устройство,т.е. скорость работы и, следовательно, йрриэводительность всёгоТрубоэлектросварЬчного агрегата, отрицательно СКйаШаеТся на качестве сварного соединения.
5
Цель изобретения - повышение качества труб и производительности стана путем деформовки трубной, заготовки до соприкосновения кромок в последней формующей клети с одновременным
0 удержанием кромок в вертикальной плоскости.
Для этого валки в пбслёдней по ходУ формовки формующей клети выполнены из эластичного материала, например
5 полиуретана.
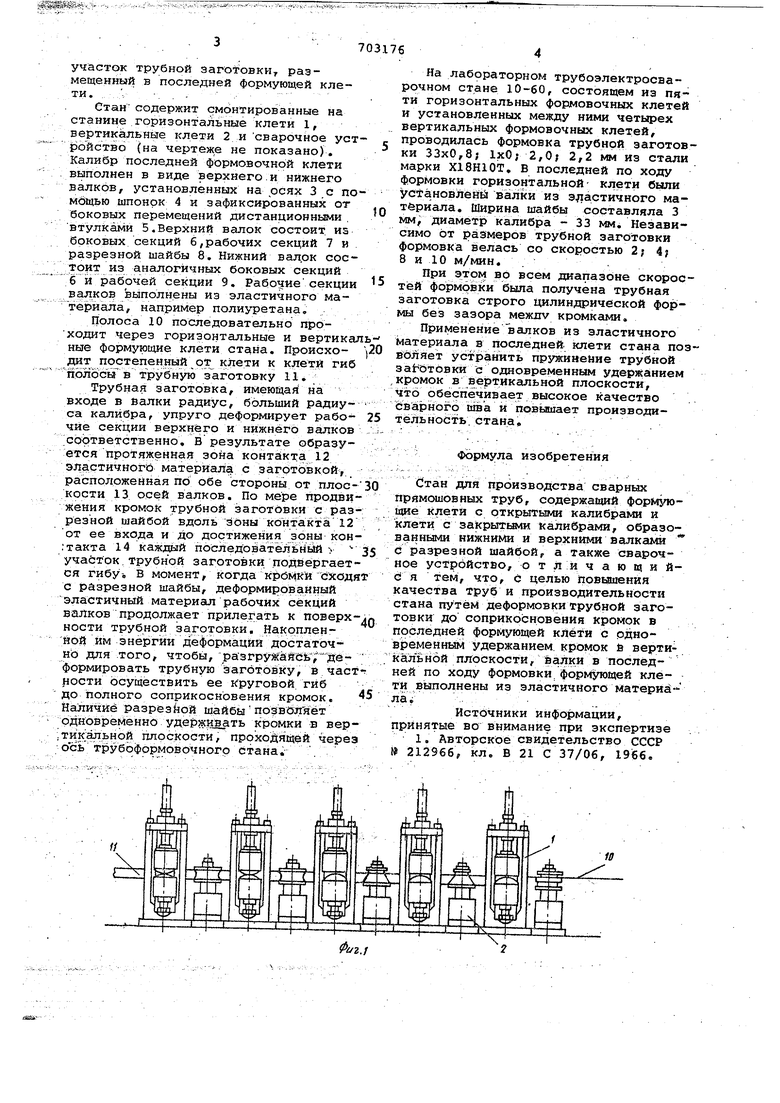
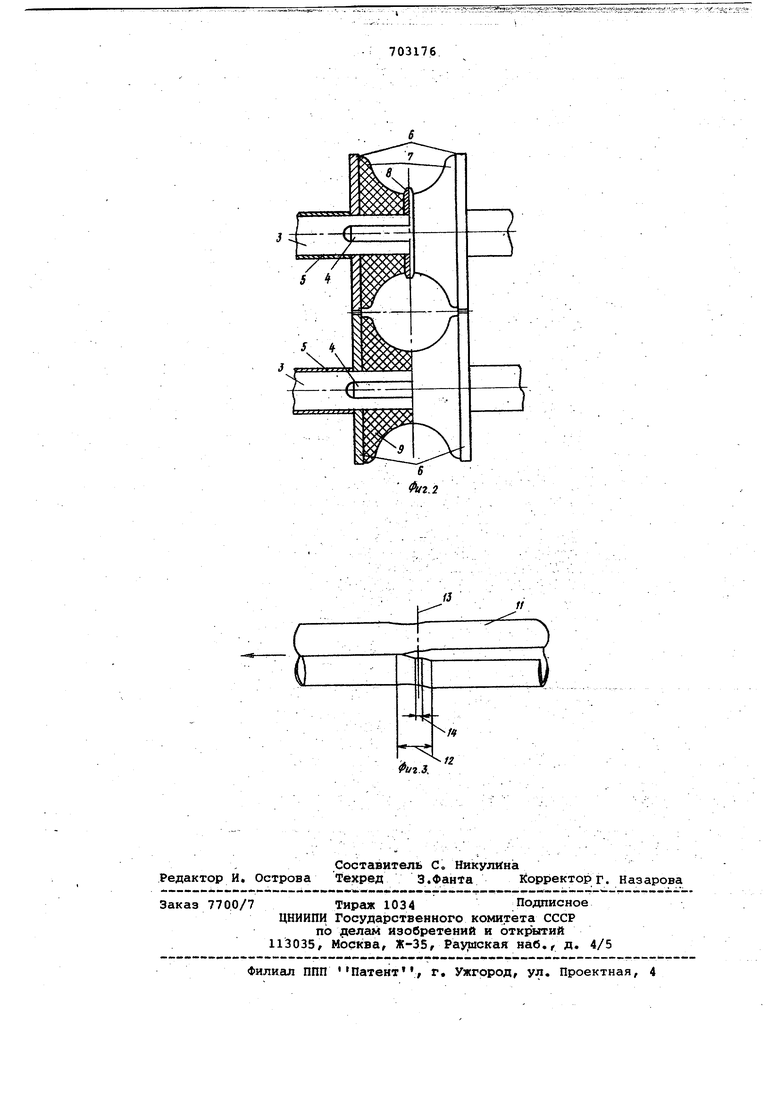
На фиг. 1 показан стан для производства сварных прямошовных труб, общий вид; на фиг. 2 - валки и разрезная шайба последней по ходу фор0мовки формовочной клети; на фиг. 3 участок трубной заготовки размещенный в последней формующей клети. , V -. . - Стан содержит смонтированные на станине горизонтальные клети 1, вертикальные клети 2 и сварочное уст ройство (на чертеже не показано). Калибр последней формовочной клети выполнен в виде верхнего.и нижнего валков, установленных на осях 3 с по мощью шпонок 4 н зафиксированных от боковых перемещений дистанционными . втулками 5.Верхний валок состоит, из боковых секций б,рабочих секций 7 и разрезной шайбы 8. Нижний валок состоит из аналогичных боковых секций б и рабочей секции 9. Рабочиесекции валко выполнены из эластичного матёрйала, например полиуретана, Полоса 10 последовательно проходит через горизонтальные и вертика ные формующие клети стана, происходат постепенный от клети к клети гиб Полбсы в трубную заготовку 11.; Трубная заготовка, ийеющая на входе в валки радиус, больший радиуса калибра, упруго деформирует рабочие секции BepxHiero и нижнего валков соответственно. В результате образуется протяженная зона контакта 12 эластичного материала с заготовкой, расположенная по обе стороны от плоскости 13 осей валков. По мере продви жения кромок трубной заготовки с раз резной шайбой вдоль эЪны контакта12 от ее входа и до достижения зоны кон .такта 14 каждый посЛедоёатеЛЁнйй учайток.трубной заготовки подвергает ся гибу-, в момент, когда крсзмкй сход с |зйзрезной шайбы, деформированный эластичный материал рабочих секций валков продолжает прилегать к поверх ности трубной заготовки. Накопленйой им энергии деформаций достаточнЬ для .того, чтобы, разгруйсайеь,двформировать трубную заготовку, в час ности осуществить ее круго1вой. гиб до полного соприкосновения кромок. HajIИЧйё разрез йой шайба поЗвол яёт рдновреМенно удерживать кромки в вер тиУальной плоскости, проходящей чере ось трубоформовочногр стана.
703176 На лабораторном трубоэлектросварочном стане 10-60, состоящем из пяти горизонтальных формовочных клетей и установленных между ними четырех вертикальных формовочных клетей, проводилась Формовка трубкой заготовки 33x0,8; 1x0; 2,0; 2,2 мм из стали марки Х18Н10Т, В последней по ходу формовки горизонтальной- клети были ус ановлёйй валки из эластичного материала. Ширина шайбы составляла 3 мм, диамет) калибра - 33 мм. Независимо от размеров трубной заготовки формовка велась со скоростью 2; 4 8 и 10 м/мин. При этом во всем диапазоне скоростей формо эки была получена трубная заготовка строго цилиндрической формы без зазора мeжлv кромками. Применение Ъсшков из эластичного материала в последней клети стана позв оляет устря1нить пружииение трубной заготовки с одновременным удержанием кромок в вертикальной плоскости, что обеспечивает высокое качество сварного iiJBa И повышает производительность, стана. Формула изобретения Стан ДЛИ производства сварных прямошовных труб, содержащий формующие с открытыми калибрами и клети с закрытыми калибрами, образованными нижними и верхними валками с разрезной шайбой, а также сварочное устройство, о тл ичающи йС; я тем, что, с целью повышения качества труб и производительности стана путём деформовки трубной заготовки до соприкосновения кромок в последней формующей кйёти с одновременньп удержанием, кромок fi вертикальной плоскости, валки в последней по ходу формовки, формующей клети выполнены из эластичного Материй ла; .. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 212966, кл. В 21 С 37/06, 19i66,
rJ
//
12
Фиг.З,
