1
Изобретение относится к области обработки металла давлением.
Известны устройства для зажима и подачи проката к режущей машине, содержащие два соосно расположенных по одну сторону от илоскости реза механизма зажима с опорными и зажимными губками. Механизмы зажима смонтированы на каретках, перемещаемых по параллельным направляющим до взаимодействия с упором. Направляющие одной из кареток и упор, взаимодействующий с ней, размещены на станине.
Предлагаемое устройство от -известного отличается тем, что направляющие другой каретки и взаимодействующий с ней упор размещены на первой каретке. Механизмы зажима синхронизированы и каждый из ннх снабжен узлом выведения опорной губки на заданный уровень. Упоры установлены перед каретками в направлении, противоположном направлению подачи проката на рез, и каждый из них снабжен приводом бесступенчатого регулируемого перемещения на заданное расстояние от плоскости реза, например винтовьш.
Такое устройство обеспечивает расщирение диапазона диаметров и длин разрезаемого проката без увеличения немерного отхода.
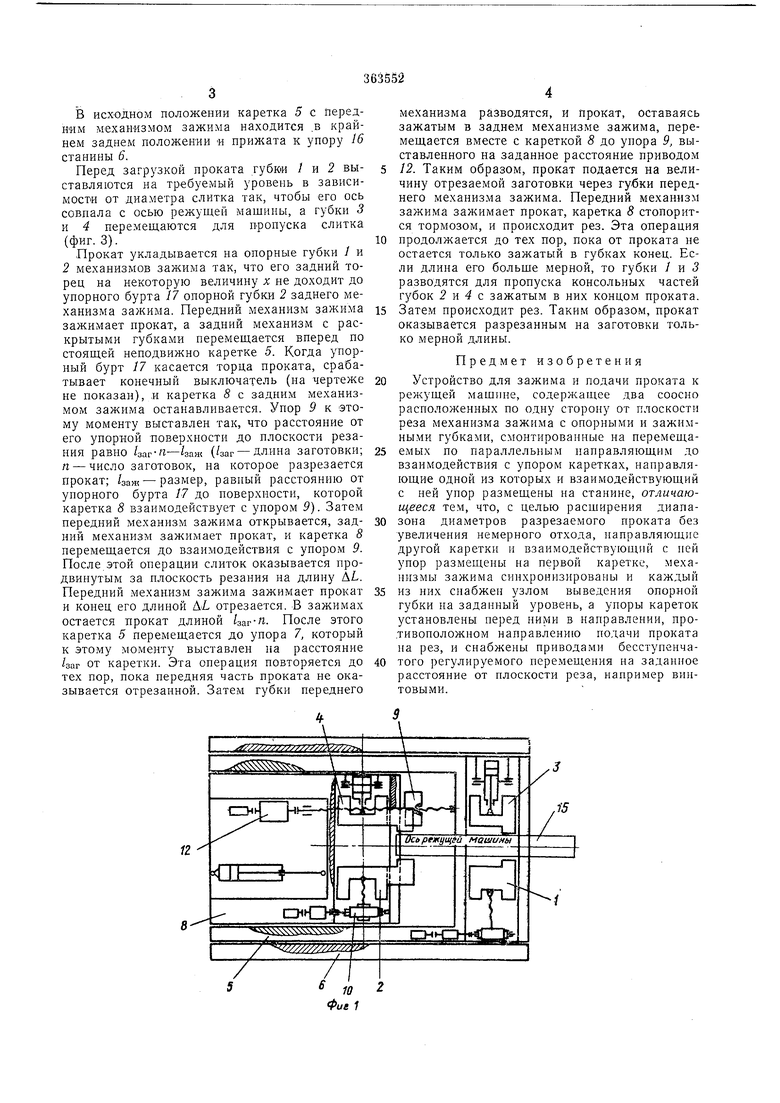
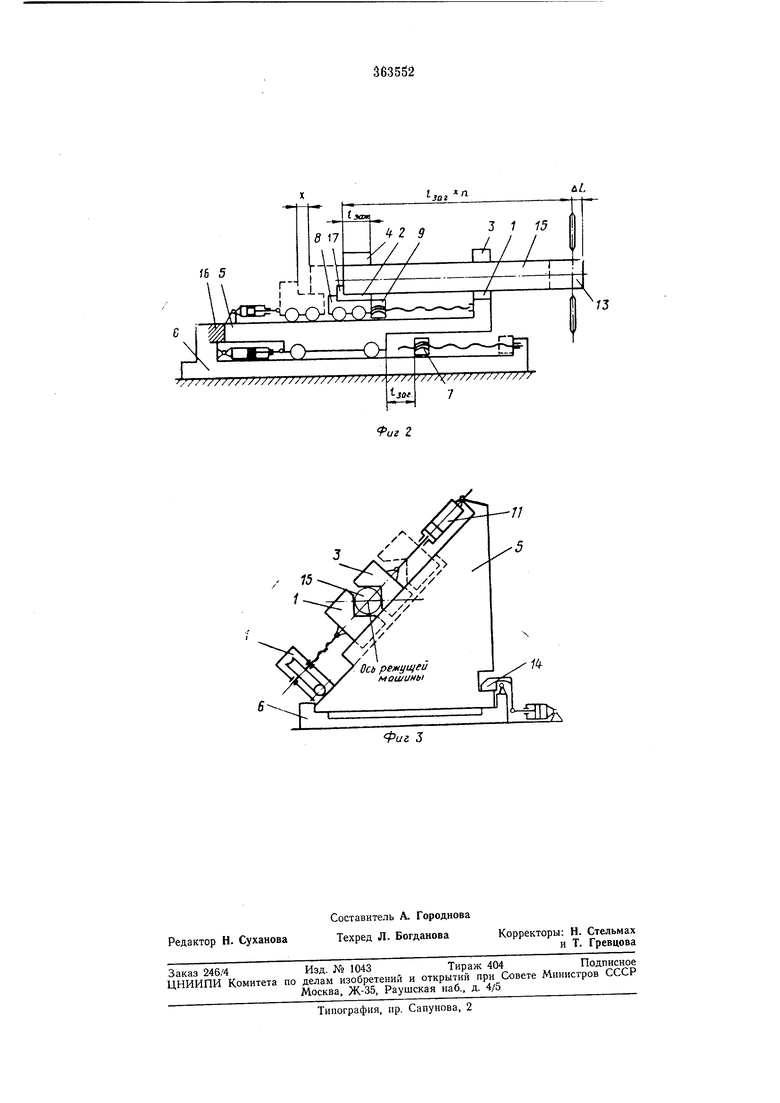
На фиг. 1 изображено предлагаемое устройство в плане; на фиг. 2 - вид сбоку; на фиг. 3 - передний механизм зажима.
Устройство содержит два (передний и задний) соосно расположенных механизма зажима с опорными / и 2 и зажимными 3 к 4 губками. Передний механизм зажима смонтирован на каретке 5, перемещаемой по направляющим станины 6 до взаимодействия с упором 7. Задний механизм зажима смонтирован на каретке 8, перемещаемой по направляющим каретки 5 до взаимодействия с установленным на ней упором 9.
Опорная / и зажимная 3 губки переднего механизма зажйма размещены в наклонных направляющих каретки 5. Опорная губка / снабжена узлом 10, например винтовым, точного выведения ее на заданный по отнощенню к режущей мащине уровень. Зажимная губка 3 связана с силовым приводом /Л перемещающим ее в наклонных направляющих. Задний механизм зажима выполнен аналогичным образом, только его губки 2 и 4 выполнены консольными. Упоры 7 и 9 снабжены приводами 12, например винтовыми, бесступенчатого регулируемого перемещения на заданное расстояние от плоскости реза 13. Передний механизм зажима стопорится на станине тормозами 14. Задний .механизм зажима стопорится на каретке 5 также при помощи тормозов (на чертеже не показаны). Устройство работает следующим образом.
Начальное положение проката 15 фиксируется по его заднему торцу.
В исходном положении каретка 5 с передним механизмом зажима находится ,в крайнем заднем положении -и прижата к упору 16 станины 6.
Перед загрузкой проката губки / и 2 выставляются на требуемый уровень в зависимости от диаметра слитка так, чтобы его ось совпала с осью режупдей машины, а губки 3 и 4 перемещаются для пропуска слитка (фиг. 3).
Прокат укладывается на опорные губки / и 2 механизмов зажима так, что его задний торец на некоторую величину х не доходит до упорного бурта 17 опорной губки 2 заднего механизма зажима. Передний механизм зажима зажимает прокат, а задний механизм с раскрытыми губками перемещается вперед по стоящей неподвижно каретке 5. Когда упорный бурт 17 касается торца проката, срабатывает конечный выключатель (на чертеже не показан), .и каретка 8 с задним механизмом зажима останавливается. Упор 9 к этому моменту выставлен так, что расстояние от его упорной поверхности до плоскости резания равно /заг-«-4аж (/заг -Длнна заготовки; п - число заготовок, на которое разрезается прокат; /заж -размер, равный расстоянию от упорного бурта 17 до поверхности, которой каретка 8 взаимодействует с унором 9). Затем передний механизм зажима открывается, задний механизм зажимает прокат, и каретка 8 перемещается до взаимодействия с упором 9. После этой операции слиток оказывается продвинутым за плоскость резания на длину AL. Передний механизм зажима зажимает прокат и конец его длиной AL отрезается. В зажимах остается прокат длиной 1заг-п. После этого каретка 5 перемещается до упора 7, который к этому моменту выставлен па расстояние /заг от каретки. Эта операция повторяется до тех пор, пока передняя часть проката не оказывается отрезанной. Затем губки переднего
механизма разводятся, и прокат, оставаясь зажатым в заднем механизме зажима, перемещается вместе с кареткой 8 до упора 9, выставленного на заданное расстояние приводом 12. Таким образом, прокат подается на величину отрезаемой заготовки через губки переднего механизма зажима. Передний механизм зажима зажимает прокат, каретка 8 стопорится тормозом, и происходит рез. Эта операция
продолжается до тех пор, пока от проката не остается только зажатый в губках конец. Если длина его больще мерной, то губки / и 5 разводятся для пропуска консольных частей губок 2 и 4 с зажатым в них концом проката.
Затем происходит рез. Таким образом, прокат оказывается разрезанным на заготовки только мерной длины.
Предмет изобретения
Устройство для зажима и подачи проката к режущей машине, содержащее два соосно расположенных по одну сторону от плоскости реза механизма зажима с опорными и зажимными губками, смонтированные на перемещаемых по параллельным направляющим до взаимодействия с упором каретках, направляющие одной из которых и взаимодействующий с ней упор размещены на станине, отличающееся тем, что, с целью расширения диапазона диаметров разрезаемого проката без увеличения немерного отхода, направляющие другой каретки н взаимодействующий с пей упор размещены на первой каретке, механизмы зажима синхронизированы и каждый
из них снабжен узлом выведения опорной губки на заданный уровень, а упоры кареток установлены перед ними в направлении, противоположном направлению подачи проката па рез, и снабжены приводами бесступенчатого регулируемого перемещения на заданное расстояние от плоскости реза, например винтовыми.
f6 5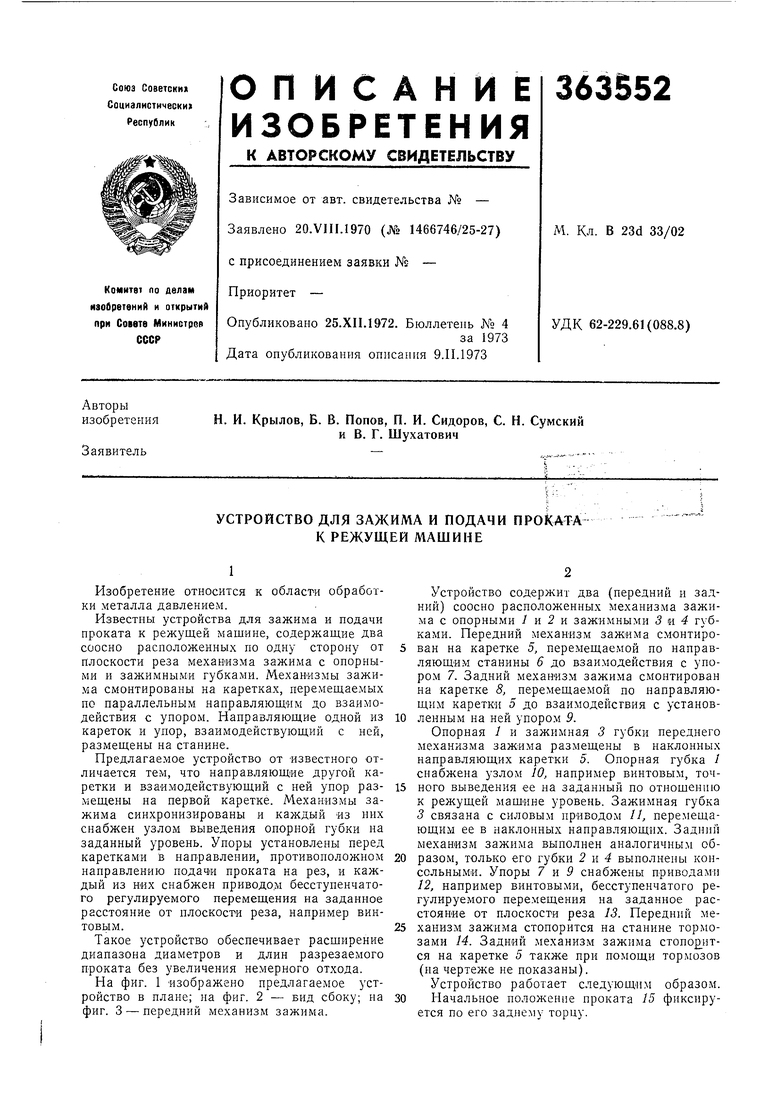
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ГИБКИ ПРОФИЛЕЙВС?СО:СП:.;АЛ Iттп^-'^1^мш1ц>&^EHSJiHOj^^KA 1 | 1973 |
|
SU369960A1 |
| Способ производства заготовок и технологическая линия для его осуществления | 1988 |
|
SU1616721A1 |
| Гибкий производственный модуль для резки заготовок из прутков круглого и квадратного проката | 1986 |
|
SU1431915A1 |
| МЕХАНИЗМ ПЕРЕНОСА МНОГОПОЗИЦИОННОГО ВЫСАДОЧНОГО АВТОМАТАФОНДбис; | 1972 |
|
SU430933A1 |
| Пресс-ножницы | 1981 |
|
SU984729A1 |
| Устройство для резки и правки проката | 1981 |
|
SU1000181A1 |
| ЛЕНТОЧНО-ОТРЕЗНОЙ СТАНОК___.4,J | 1971 |
|
SU308823A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1971 |
|
SU308837A1 |
| Устройство для разделения прутковогоМАТЕРиАлА HA зАгОТОВКи | 1978 |
|
SU841804A1 |
| ЛЕТУЧАЯ ПИЛА ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ ПРОКАТА | 2003 |
|
RU2240898C1 |
15
