1
Известен сварочный кантователь, содержащий поворотную относительно горизонтальной оси раму, опираюпдуюся цапфами на две стойки и снабженную захватами, связанными со штоком силового цилиндра.
Однако такие кантователи обладают низкой производительностью за счет невозможности осуществления автоматического сброса сваренных в кантователе деталей.
Для .повышения производительности в предлагаемом кантователе силовой цилиндр вмонтирован в одну из цапф, причем шток силового цилиндра расположен по оси поворота рамы, а захваты установлены на ползунах, установленных в направляющих, выполненных на раме. Кроме того, ползуны соединены со штоком силового цилиндра шарнирно посредством рычагов.
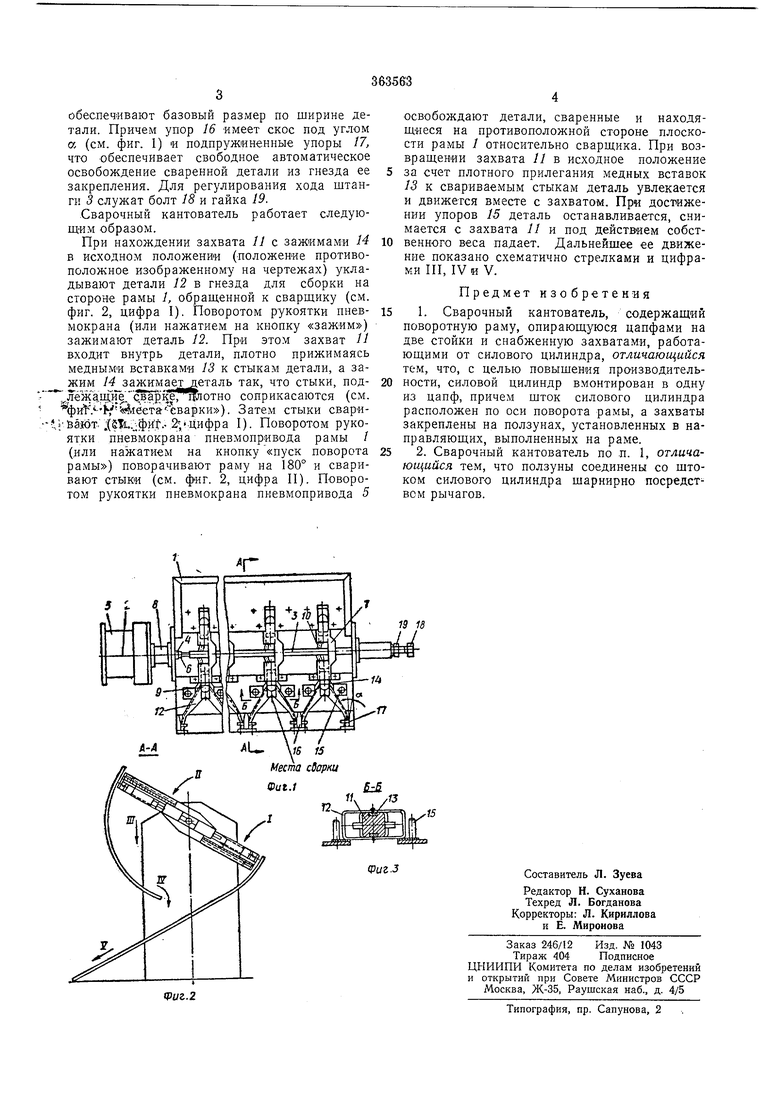
На фиг. 1 изображен предлагаемый кантователь в плане (приводная и неприводная стойки условно не показаны); на фиг. 2 - разрез по А-А на фиг. 1 (где стрелками условно показано: I-сборки и сварка, II - сварка шва с противоположной стороны узла после поворота рамы на 180°, 111 -V-автоматический сброс сваренных узлов и их движение по направляющим); на фиг. 3 - разрез по Б-Б на фиг. 1.
Кантователь состоит из установленных на фундаменте опорной и приводной стоек. На
стойках закреплена рама /, имеющая продольную ось 2 вращения. На последней с.монтирована штанга 3, которая закреплена на штоке 4 пневмопривода 5 при помощи резьбового соединения и гайки 6. Штанга имеет направляющие 7. Пневмопривод 5 смонтирован на торце одной из цапф 8 рамы. Папфа имеет по продольной оси 2 отверстие, через которое пропущен шток 4. Направляющие 7 штанги являются и направляющими для ползунов 9, которые кинематически связаны с пневмоцилиндром при помощи штанги 3 и рычагов W. Ползун 9 в то же время является и захватом 11 детали 12.
Захват 11 имеет выступ с медными вставками 13 и зажим 14. Захват может входить внутрь детали 12. Медные вставки 13 являются медными прокладками для свариваемых стыков с внутренней стороны детали. Зажим 14 зажимает деталь 12 до плотного Соприкосновения стыкующихся ее кромок. Направляющие 7 располагают на раме так, что одна их часть находится на одной половине рамы относительно продольной оси вращения 2, а другая часгь - на другой половине -рамы, причем на противоположной ее плоскости. Это обеспечивает удобную сбортсу деталей и автоматический сброс их с кантователя после сварки. Упоры 15 предупреждают дальнейшее движение сваренной детали. Упоры 16
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной стыковой сварки | 1977 |
|
SU662306A2 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ШВОВ ПРИ СВАРКЕ ПОВОРОТНЫХ КОЛЬЦЕВЫХ СТЫКОВ | 1991 |
|
RU2022748C1 |
| Вращатель свариемых трубчатых фасонных изделий | 1976 |
|
SU616103A1 |
| Устройство для удаления внутреннего грата при контактной стыковой сварке труб | 1985 |
|
SU1274892A1 |
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |
| Установка для сварки сильфонов | 1980 |
|
SU1009680A1 |
| Загрузочное устройство для поршней | 1984 |
|
SU1164034A1 |
| Автоматизированная линия для сборки и сварки коробчатых изделий | 1987 |
|
SU1581543A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1970 |
|
SU263775A1 |
| Участок линии для сварки изделий | 1988 |
|
SU1563881A1 |
