Од 4: О СО
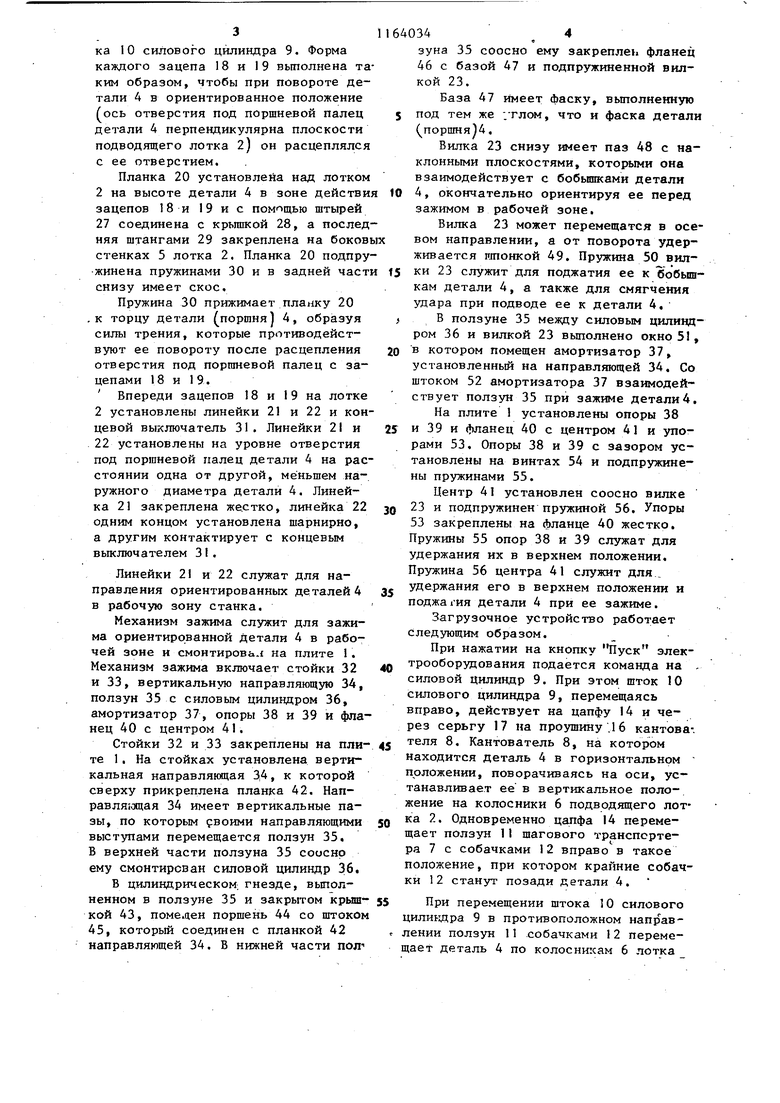
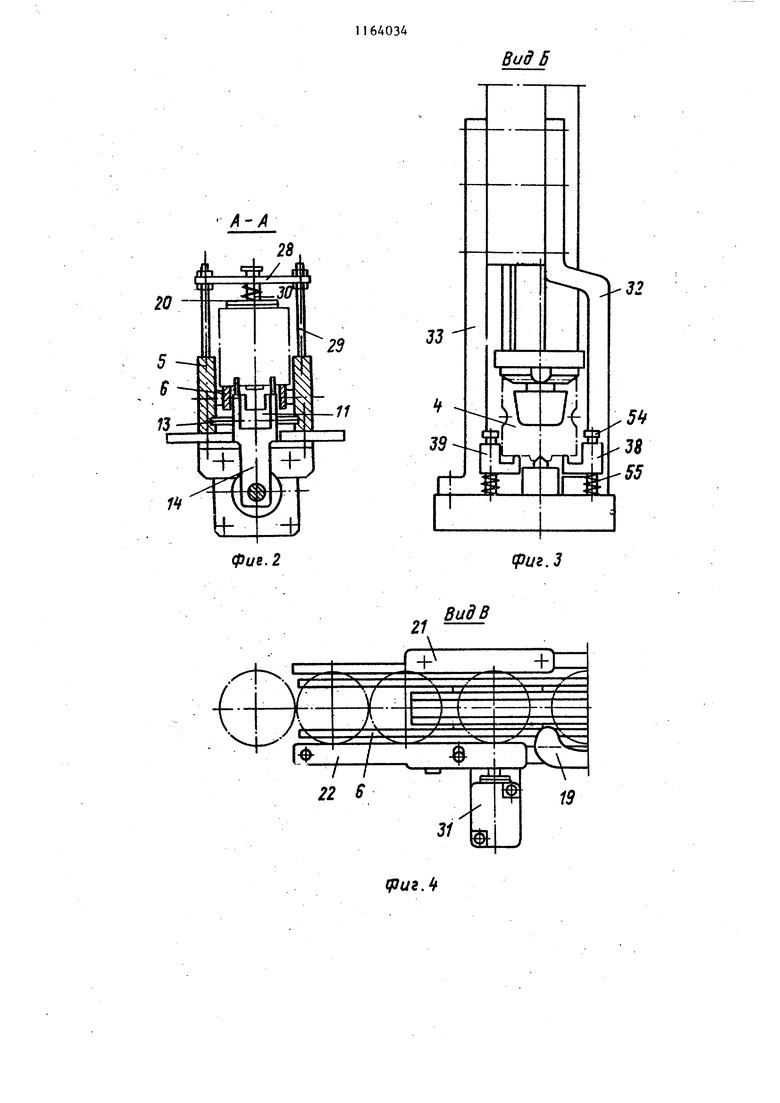
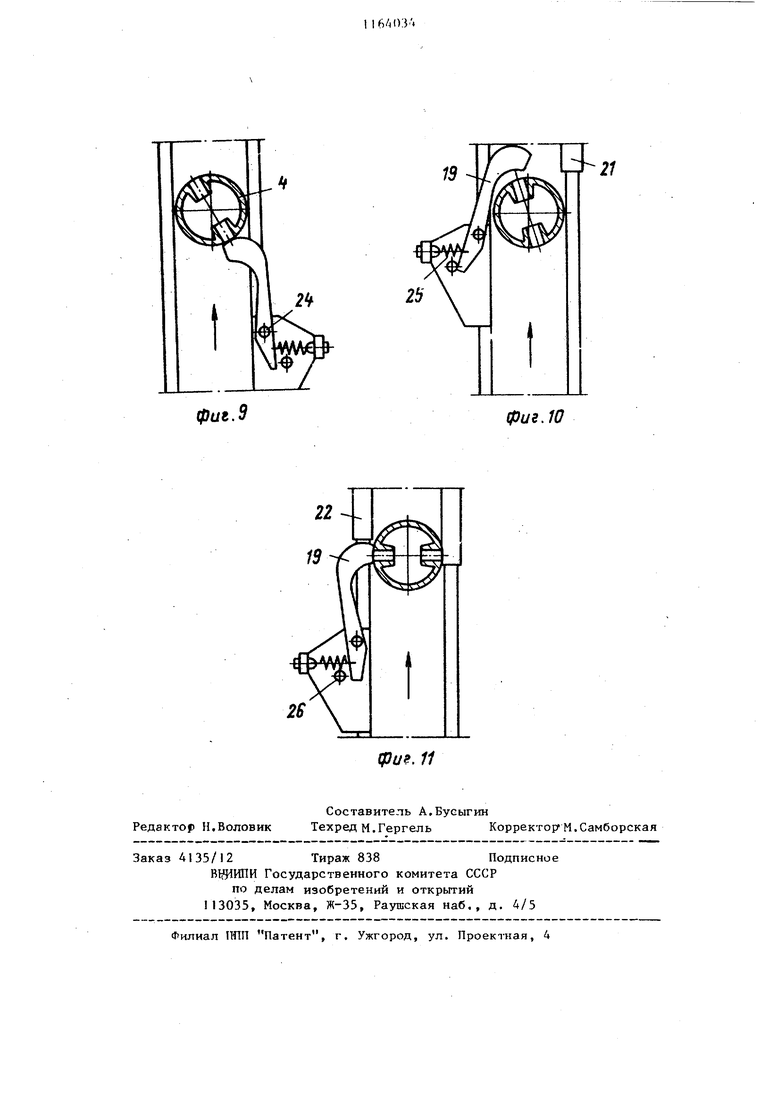
4; 1 Изобретение относится к машиностроению и может быть использовано для автоматической загруэки поршней в металлорежущих станках. Известно загрузочное устройство для поршней, содержащее питатель, механизм ориентации, механизм зажим подающий и отводящий лотки ij . Недостатком известного устройств является низкая надежность работы, так как механизм ориентации не обес печивает достаточно точной ориентации загружаемых поршней. Цель изобретения - повышение надежности работы устройства. Поставленная цель достигается те что в загрузочном устройстве для поршней, содержащем питатель, механизм ориентации, механизм зажима, подающий и отводящий лотки, механиз ориентации вьтолнен в виде двух рас -положенных по обе стороны подающего лотка и установленных с возможность поворота в горизонтальной плоскости подпружиненных зацепов и установлен ной над лотком в зоне расположения зацепов подпружиненной планки. Кроме того механизм зажима выпол нен в виде установленных на станине подпружиненных и жестко закрепленны опор, подпружиненного центра и уста новленной соосно последнему подпруж ненной вилки. На фиг.1 изображено загрузочное устройство для, поршней, общий ввд; на фиг.2 - разрез А-А на фиг.1; на фиг.З - вид Б на фиг.1; на фиг.4 вид В на фиг.1; на фиг.5 - вид Г на фиг.1; на фиг.6-11 - работу зацепов загрузочного устройства по ориентации детали. Загрузочное устройство содержит плиту 1, подводящий лоток 2, отводя щий лоток 3, питатель, механизм ори ентации и механизм зажима. На плите 1 смонтированы лотки 2 и 3 и механизмы. Подводящий лоток 2 служит для направления перемещения деталей ;(поршней} 4 в рабочую зону станка и состоит из двух параллельных соединенных между собой боковых стенок 5 и прикрепленных к ним колосников 6, на которые своим дном опираются детали 4. Отводящий лоток 3 выполнен накло ным и служит для направления переме щения обработанных деталей 4. 42 Питатель служит для принудительного перемещения деталей 4 в рабоч то зону станка, и смонтирован на подводящем лотке 2 и включает щаговый транспортер 7, кантователь 8 и силовой цилиндр 9 со штоком 10. Шаговый транспортер 7 состоит из ползуна 11, собачек 12 и щтифтов 13. Ползун 11 имеет П-образное сечение и помещен между колосниками 6 лотка 2. Его возвратно-поступательное перемещение направляется поперечными штифтами 13, которые входят в продольные пазы, выполненные на внутренних поверхностях боковых стенок 5 подводящего лотка 2. Собачки 12, расположенные по обе стороны ползуна 11 , свободно посажены на оси. Центр тяжести каждой собачки 12 находится ниже оси. На верхнем плече каждой из них выполнен скос.Нижним плечом собачки 12 взаимодействуют со штифтами 13 ползуна 11. Возвратно-поступательное перемещение ползуна 11 с собачками 12 осуществляется силовым цилиндром 9, который установлен на лотке 2 снизу, а его шток 10 соединен с цапфой 14, закрепленной на ползуне 11. Контователь 8 служит для кантования детали 4 из горизонтального положения в вертикальное. На клнтователь 8 детали 4 пс одной скатьгоаются по склизу 15 из магазина (не показан. Кантователь 8 установлен на оси в задней части подводящего лотка 2 и своей проушиной 16 шарнирно соединен с серьгой 17, которая прикреплена к цапфе 14. Механизм ориентации служит для ориентации деталей 4 в пространстве по отверстию под поршневой палец и содержит зацепы 18 и 19, планку 20, линейки 21 и 22 и вилку 23. Зацепы 18 и 19 ориентируют детали 4 по отверстию под поршневой палец предварительно и представляют собой двуплечие рычаги, которые установлены -на лотке 2 сверху на осях 24 в горизонтальной плоскости и подпружинены пружинами 25, прижимающими их короткими плачами к штифтам 26. Зацепы 18 и 19 установлены на уровне отверстия под поршневой палец детали 4 и смещены друг относительно друга в продольном направлении на расстояние, равное величине хода штока 10 силового цилиндра 9. Форма каждого зацепа 18 и 19 выполнена та ким образом, чтобы при повороте детали 4 в ориентированное положение (ось отверстия под поршневой палец детали 4 перпендикулярна плоскости подводящего лотка 2) он расцеплялся с ее отверстием. Планка 20 установлейа над лотком 2 на высоте детали 4 в зоне действи зацепов 18 и 19 и с штырей 27 соединена с крьгажой 28, а послед няя штангами 29 закреплена на боков стенках 5 лотка 2. Планка 20 подпру жинена пружинами 30 и в задней част снизу имеет скос. Пружина 30 прижимает планку 20 .к торцу детали (поршня 4, образуя силы трения, которые противодействуют ее повороту после расцепления отверстия под поршневой палец с зацепами 18 и 19. Впереди зацепов 18 и 19 на лотке 2 установлены линейки 21 я 22 к кон цевой выключатель 31. Линейки 2I и 22 установлены на уровне отверстия под поршневой палец детали 4 на рас стоянии одна от другой, меньшем наружного диаметра детали 4. Линейка 21 закреплена жестко, линейка 22 одним концом установлена шарнирно, а другим контактирует с концевым выключателем 31. Линейки 21 и 22 служат для направления ориентированных деталей 4 в рабочую зону станка. Механизм зажима служит для зажима ориентированной детали 4 в рабочей зоне и смонтировал на плите 1. Механизм зажима включает стойки 32 и 33, вертикальную направляющую 34, ползун 35 с силовьм цилиндром 36, амортизатор 37, опоры 38 и 39 и фланец 40 с центром 41. Стойки 32 и 33 закреплены на плите 1, На стойках установлена вертикальная направляющая 3,4, к которой сверху прикреплена планка 42. Направля ощая 34 имеет вертикальные пазы, по которым двоими направляющими выступами перемещается ползун 35. В верхней части ползуна 35 соосно ему смонтирован силовой цилиндр 36. В цилиндрическом, гнезде, выполненном в ползуне 35 и закрытом крьшкой 43, помеден поршень 44 со штоком 45, который соединен с планкой 42 направляющей 34. В нижней части пол34 4 зуна 35 соосно ему закреплен фланец 46 с базой 47 и подпружиненной вилкой 23. База 47 имеет фаску, вьтолненную под тем же углом, что и фаска детали (поршня 4. Вилка 23 снизу имеет паз 48 с наклонными плоскостями, которыми она взаимодействует с бобышками детали 4, окончательно ориентируя ее перед зажимом в рабочей зоне, Вилка 23 может перемещатся в осевом направлении, а от поворота удерживается шпонкой 49. Пружина 50 вилки 23 служит для поджатия ее к бобышкам детали 4, а также для смягчения удара при подводе ее к детали 4. В ползуне 35 между силовым циливдром 36 и вилкой 23 выполнено окно 51 , в котором помещен амортизатор 37, установленный на направляющей 34. Со штоком 52 амортизатора 37 взаимодействует ползун 35 при зажиме детали 4. На плите 1 установлены опоры 38 и 39 и фланец 40 с центром 41 и упорами 53. Опоры 38 и 39 с зазором установлены на винтах 54 и подпружинены пружинами 55. Центр 41 установлен соосно вилке 23 и подпружинен пружиной 56. Упоры 53 закреплены на фланце 40 жестко. Пружины 55 опор 38 и 39 для удержания их в верхнем положении. Пружина 56 центра 41 служит для удержания его в верхнем положении и поджа 4ия детали 4 при ее зажиме. Загрузочное устройство работает следующим образом. При нажатии на кнопку Пуск электрооборудования подается команда на . силовой цилиндр 9. При этом шток 10 силового цилиндра 9, перемещаясь вправо, действует на цапфу 14 и через серьгу 17 на проушину .16 кантова-. 8. Кантователь 8, на котором находится деталь 4 в горизонтальном положении, поворачиваясь на оси, устанавливает ее в вертикальное положение на колосники 6 подводящего лотка 2. Одновременно цапфа 14 перемещает ползун 1I шагового транспортера 7 с собачками 12 вправо в такое положение, при котором крайние собачки 12 станут позади детали 4. При перемещении штока 10 силового илиндра 9 в противоположном направении ползун 11 .собачками 12 перемеает деталь 4 по колосникам 6 лотка 511 2 к зацепам .18 и 19, а кантователь 8 устанавливается в горизонтальное положение и на него из магазина (не показан по склизу 15 скатьгоается очередная деталь 4. Перед встречей с зацепом 18 деталь 4, действуя торцом на скос планки 20, заходит под нее, снимая пружины 30. При зтом образуются силы трения между торцом детали 4 и планкой 20. Если деталь 4 перемещается по лотку 2 в положении, при котором ось отверстия под поршневой палец параллельна плоскости лотка 2 (фиг.б) или отклонена вправо (фиг.У), то зацеп 18 под действием пружины 25 заскакивает в отверстие детали 4 и поворачивает ее в положение, при котором ось отверстия становится перпендикулярна плоскости лотка (фиг.в). При этом положении детали 4 зацеп 18 выходит из отверстия под поршневой палец. Дальнейшему повороту детали 4 на лотке 2 по инерции и под действием момента силы трения между зацепом 18 и деталью 4 противодействует момент сил трения между торцом детали 4 и планкой 20. Если деталь 4 перемещается по лот ку 2 в таком положении, при котором ось отверстия под поршневой палец отклонена влево (фиг.9), то своей цилиндрической поверхностью, действу на зацеп 18, вна поворачивает его на оси 24 и в таком положении перемещается по лотку 2, а зацеп 18 под действием пружины 25 возвращается в исходное положение. В этом случае деталь 4 сориентиро вана зацепом 19 и (фиг.10 и п) фиксируется линейкой 21, далее перемеще ние предварительно сориентированной детали 4 направляется линейками 21 и 22.. . 4 Если какая-либо из деталей 4 не сориентирована, то она, действуя своей цилиндрической поверхностью на линейку 22, поварачивает ее на оси, а линейка 22, действуя на концевой выключатель 31, размыкает электрическую цепь и останавливает шаговый транспортер 7, При дальнейшем перемещении деталь 4 устанавливается в рабочую зону станка дном на опоры 38 и 39, а плоскостью с бобьшгками против вилки 23. Подается команда на силовой цилиндр 36, при этом ползун 35 перемещается вниз. Вилка 23, действуя наклонными плоскостями гнезда 48 на бобьш1ки детали 4, прижимает ее центровым отверстием к центру 41 и окончательно ориентирует ее, устанавливая отверстие под поршневой палец соосно режущему инструменту, а база 47, опираясь своей фаской на фаску торца детали 4, прижимает ее дном к тоорам 53. Пружины 55, 50 и 56 сжимаются. Деталь 4 жестко закреплена в рабочей зоне в ориентированном положении. Производится расточка отверстия под поршневой палец детали 4. После обработки детали 4 подается команда силовому цилиндру 36 на обратный ход. Ползун 35 с фланцем 46 и базой 47 поднимается. При этом вилка 23 выходит из полости детали 4. Обработанная деталь 4 выталкивается очередной деталью в отводящий лоток 3. При этом она подается на цилиндрическую поверхность и скатывается по лотку 3. Далее рабочий цикл повторяется. Применение изобретения позволяет повысить надежность работы загрузочного устройства для поршней путем обеспечения достаточно точной ориентации подаваемых поршней.
ft
te
АА
23
14
фие.2
(риг.З
Вид В

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ориентации поршней | 1985 |
|
SU1289652A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ ЗАГРУЗКИ И РАЗГРУЗКИ ПОРШНЕЙ | 1971 |
|
SU291423A1 |
| Установка для разборки узлов типа шатунно-поршневых групп | 1988 |
|
SU1581562A1 |
| Установка для обработки проката | 1978 |
|
SU782913A1 |
| Устройство для подачи деталей | 1986 |
|
SU1393582A1 |
| Устройство для ориентирования деталей | 1976 |
|
SU654389A1 |
| Загрузочно-разгрузочное устройство | 1984 |
|
SU1331631A1 |
| Загрузочное устройство | 1989 |
|
SU1798111A1 |
| Загрузочное устройство | 1990 |
|
SU1745514A1 |

1. ЗАГРУЗОЧНОЕ УСТРОЙСТВО ДЛЯ ПОРиИЕЙ, содержащее питатель, механизм ориентации, механизм зажима, подающий и отводящий лотки, отличающееся тем, что, с целью повышения надежности работы устройства , механизм ориентации выполнен в виде двух расположенных по обе стороны подающего лотка и установленных с возможностью поворота в горизонтальной плоскости подпружиненных зацепов и установленной над лотком в зоне расположения зацепов подпружиненной планки. 2. Устройство по п.1, о т л и чающееся тем, что механизм зажима выполнен в виде установленных на станине подпружиненных и жестко закрепленных опор, подпружиненного центра и установленной соосно последнему подпружиненной вилки.
uz.fy азиг.5
фиг.6
Фиг. 8
фиг. 7
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ ЗАГРУЗКИ И РАЗГРУЗКИ ПОРШНЕЙ | 0 |
|
SU291423A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
