1
Изобретение относится к прокатному производству.
В известных устройствах для бесконечной обработки полосового проката в потоке непрерывных агрегатов запас проката для обеспечения бесконечного процесса пополняется посредством аннулирования его в вертикальной петле.
Основным недостатком таких устройств является необходимость выполнения петлевых ям при образовании петли.
Цель изобретения - сокращение площади цеха посредством образования по меньщей мере одной горизонтальной петли.
Достигается это тем, что аккумулятор полосы выполнен в верхнем ярусе пролета в виде многорядных, расположенных в параллельных горизонтах групп роликов, причем ролики для поворота полосы на 90° (для передачи на верхний ярус и обратно) размещены между соседними пролетами цеха.
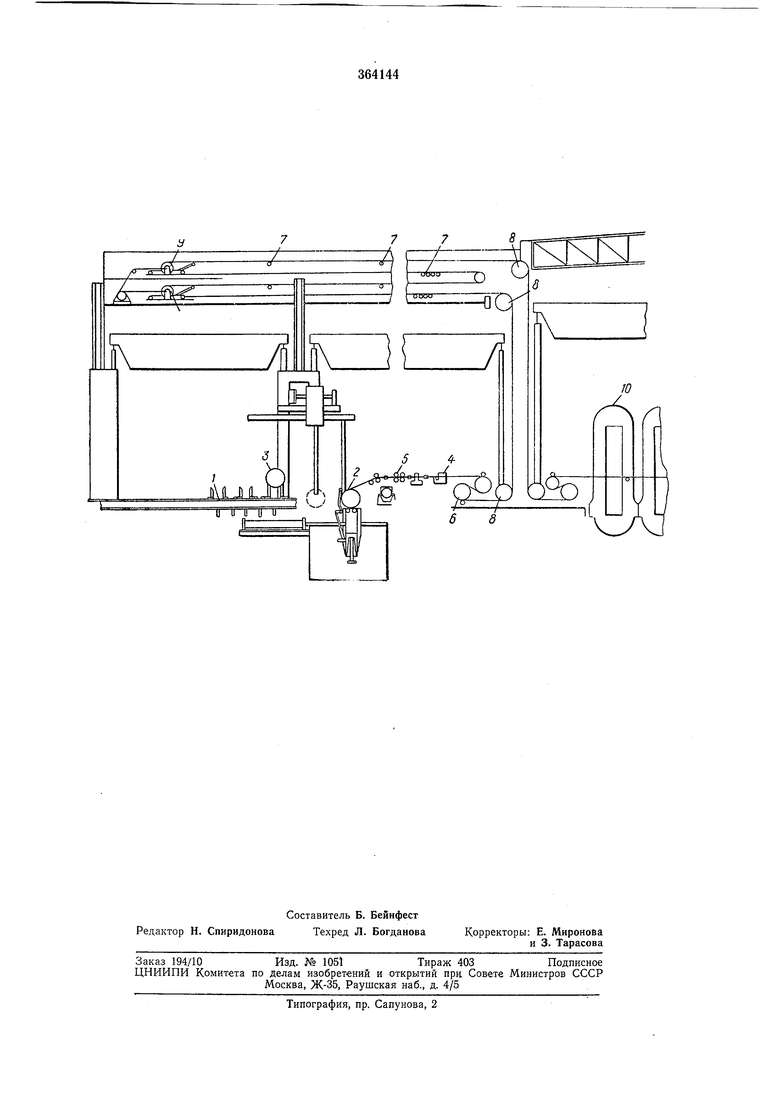
На чертеже схематично изображено предлагаемое устройство для бесконечной прокатки полосовой стали, общий вид.
Устройство состоит из приемно-разматывающего агрегата в составе подающего конвейера 1, разматывателя 2, рулонов 3, стыкосварочной мащины 4 и группы тянущих 5 и натяжных 6 роликов; аккумулятора полосы с группой опорных 7 и отгибающих 8 роликов (ролики 8 служат для поворота полосы на 90° при передаче ее на верхний ярус пролета и обратно) и натяжной станцией 9, выполненной в виде подвижной тележки с приводом от лебедки, и непрерывной становой группой 10. Поступающая из стыкосварочной мащины 4 бесконечная полоса разворачивается на 90° и передается в верхний ярус пролета, где, взаимодействуя с группой опорных 7 и отгибающих 8 роликов, образует несколько горизонтальных ветвей петли и затем транспортируется в становый пролет.
Предмет изобретения
Устройство для бесконечной прокатки полосовой стали, содержащее приемно-разматывающий агрегат со стыкосварочной мащиной, аккумулятор полосы в составе опорных, отгибающих роликов и натяжной станцией, и непрерывный прокатный стан, отличающееся тем, что, с целью сокращения площади цеха посредством образования по меньщей мере одной горизонтальной петли, аккумулятор полосы выполнен в верхнем ярусе пролета в виде многорядных, расположенных в параллельных горизонтах групп роликов, причем ролики для поворота полосы на 90° размещены между соседними пролетами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для аккумулирования полосового проката | 1975 |
|
SU532423A1 |
| Агрегат для аккумулирования полосового проката в линии его непрерывной обработки | 1978 |
|
SU685376A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС И КОМБИНИРОВАННЫЙ ПОЛУНЕПРЕРЫВНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2491140C2 |
| Устройство для травления прокатанной стальной полосы и листа | 1961 |
|
SU143295A1 |
| ЛИНИЯ РУЛОННОГО ПРОИЗВОДСТВА БИМЕТАЛЛА | 2001 |
|
RU2195379C2 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| СПОСОБ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2090276C1 |
| Устройство для изготовления "бесконечной" полосы | 1976 |
|
SU564035A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 2007 |
|
RU2351414C1 |
