(54) УСТРОЙСТВО ДЛЯ АККУМУЛИРОВАНИЯ ПОЛОСОВОГО ПРОКАТА
| название | год | авторы | номер документа |
|---|---|---|---|
| СССРПриоритет 08.1.1969, № 1444/69. ЯпонияОпубликовано 25.XII.1972. Бюллетень № 4за 1973 г.Дата опубликования описания 29.1.1973УДК 621.771.068(088.8) | 1973 |
|
SU364144A1 |
| Устройство для травления прокатанной стальной полосы и листа | 1961 |
|
SU143295A1 |
| СИСТЕМА И СПОСОБ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ЛИСТОВ НЕРЖАВЕЮЩЕЙ СТАЛИ | 2017 |
|
RU2746876C1 |
| ТРУБОЭЛЕКТРОСВАРОЧНЫЙ АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ТРУБ МАЛОГО И СРЕДНЕГО ДИАМЕТРОВ | 1992 |
|
RU2040989C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| Агрегат для непрерывной обработки плоского проката | 1978 |
|
SU749123A1 |
| УСТАНОВКА ДЛЯ СЪЕМА РУЛОНОВ С НАКОПИТЕЛЯ И ПЕРЕДАЧИ ИХ НА РАЗМАТЫВАТЕЛЬ | 2014 |
|
RU2567081C2 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ Т-ОБРАЗНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 2001 |
|
RU2212297C1 |
| Устройство для изготовления "бесконечной" полосы | 1976 |
|
SU564035A1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
Изобретение относится к области черной металлургии, к прокатному произвопству и использоваться в агрегатах непрерывной обработки полосового проката.
Известны устройства для аккумулирова- 5 ния полосового проката в линии его непрерывной обработки, включающие корпус, головной и хвостовой накопители полосы, каждый с соответствующими петлеобразуюшими, отгибающими и направляющими роликами. Голов... ю ньге и хвостовые накопители представляют собой раздельные механизмы с целым рядом подвижных и неподвижных роликов 13 . Известны устрсйства, где имеется по одному петлеобразующему ролику в головном и хвое-5 товом накопителях, причем эти ролики имеют индивидуальные приводы и установлены на подвижных опорах в направляющих корпуса 2.
Известные устройства требуют примене- 20 ния сложной регулирующей аппаратуры для регулирования скоростей роликов, снабжение их приводами, устройства занимают большой производственный объем в цехе.
Цель изобретения - упрощение конструк- 25
ции устройства и уменьщэние занимаемого производственного объема цеха.
Для этого в предлагаемом устройстве летлеобразующие ролики обоих накопителей монтированы на обшей подвижной опоре, установленной в общих направляющих корпуса.
Предлагаемое устройство изображено на чертеже.
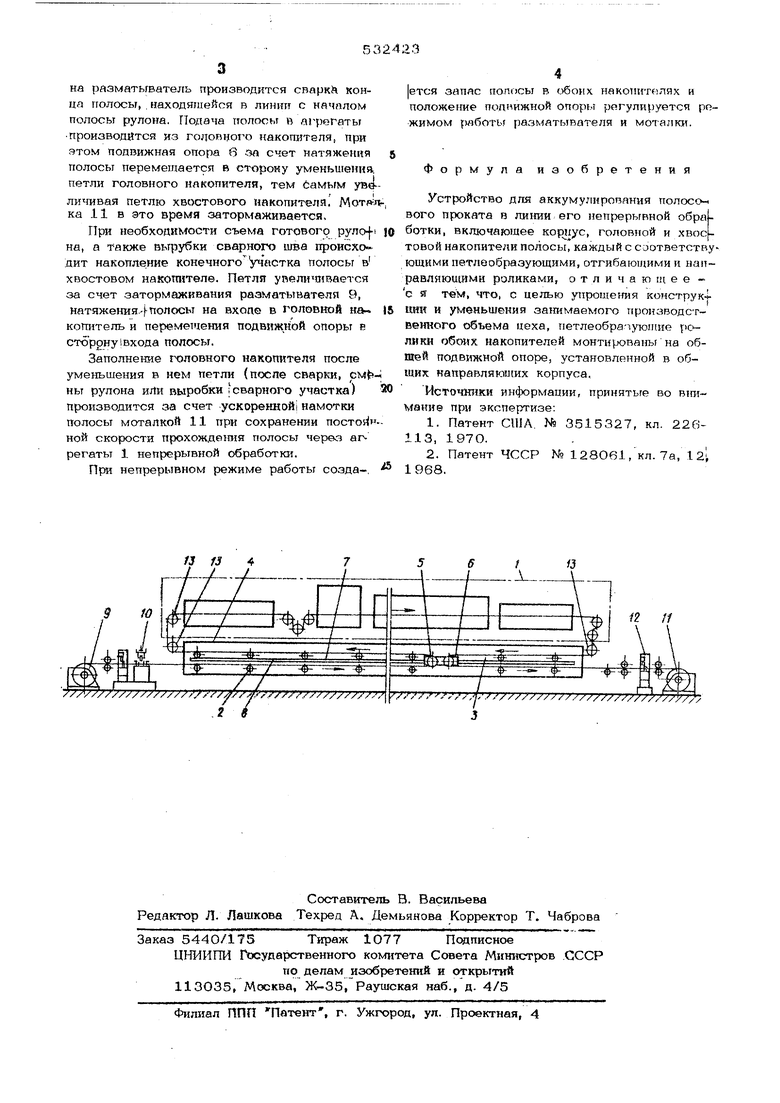
Линия непрерывной обработки включает линию непрерывных агрегатов 1, головной 2 и хвостовой 3 накопители полосы, помещенные в корпус 4. Накопители включают петлеобразующие ролики 5, монтированные на общей подвижной опоре 6, установленной в направляющих 7 корпуса.
Там же расположены направляющие опорные ролию 8. На входе в линию непрерывной обработки установлены разматыватель 9, стыкосварочная мащина 10, а на выходемоталка 11 и ножницы 12. Устройство снабжено отгибающими роликами 13
После заправки полосьг в линию непрерывных агрегатов и накопителя производится процесс обработки полосы. После установки следующего рулона необработанной полосы
на разматыватель производится свпрк 1 конпа полосы, . находящейся в линии с нйчплом полосы рулона. Подача полосы в агрегаты производится из головного накопители) при этом подвижная опора 6 за счет натяжения 8 полосы перемешается в сторону уменьшенна. петли головного накопителя, тем йамым увеличивая петлю хвостового накопителя. . ка 11 в это время затормаживается,
При необходимости съема готового руло}-| jO на, а также вырубки сварного шва происхо дит накопление конечногоУчастка полосы в хвостовом накопителе. Петля увелишвается за счет затормаживания раэматывателя 9, натяжения 4 олосы на входе в головной на IS копитель и переметчения подвижной опоры к сторону вход а полосы.
Заполнение гхэловного накопителя после уменьшения в нем петли (после сварки, ны рулона или выробки сварного участка) ЭО производится за счет ускоренной намотки полосы моталкой 11 при сохранении nocTOs vной скорости прохождения полосы черекз агрегаты 1 непрерывной обработки.
При непрерывном режиме работы созда-,
/J /J 4
.. ff/fift / //
4
|ется запас полосы в (.боих накопителях и положение подиижной опоры регулируется рожимом {работы рахчматывателя и моталки.
Формула изобретения
Устрюйство для аккумулирования полосо-i вого проката в линии его непрерывной обра|ботки, включающее , головной и хвос товой накопители полосы, каждый с соответствующими петлеобразующими, отгибаюишми и на1т равлйющими роликами, отличающее с я тем, что, с целью упрощения конструк- ЦйИ и уменьшения занимаемого производственного объема цеха, петлеобрапуюгпие ролики накопителей монтированы на обШей подвижной опоре, установленной в общих каправляюишх корпуса,
Источники информации, принятые во В1шЧ аиие при экспертизе:
