1
Изобретение относится к области производства поперечно-винтовой прокаткой тонкостенных оболочек.
Известно устройство для поджатия заготовки к торцу оправки при прокатке, включающее вращающийся центр и установленные на нем неподвижный опорный диск и контактирующий с заготовкой диск, подвижный в осевом направлении.
Устройство поджимает заготовку к торцу оправки, центрирует по оси и предотвращает проворот заготовки относительно оправки. Однако при .входе неподвижных валков в контакт с вращающейся вместе с оправкой заготовки происходит проскальзывание и налипание металла на валки, что снижает качество поверх юсти готовой трубы.
Для раскручивания холостых валков перед прокаткой в предложенном устройстве между дисками установлена смеиная шайба из упругого материала. Для сообщения валкам предварительного вращения с окружной скоростью, близкой к синхронной скорости вращения заготовки при прокатке, диаметр упругой щайбы равен диаметру заготовки.
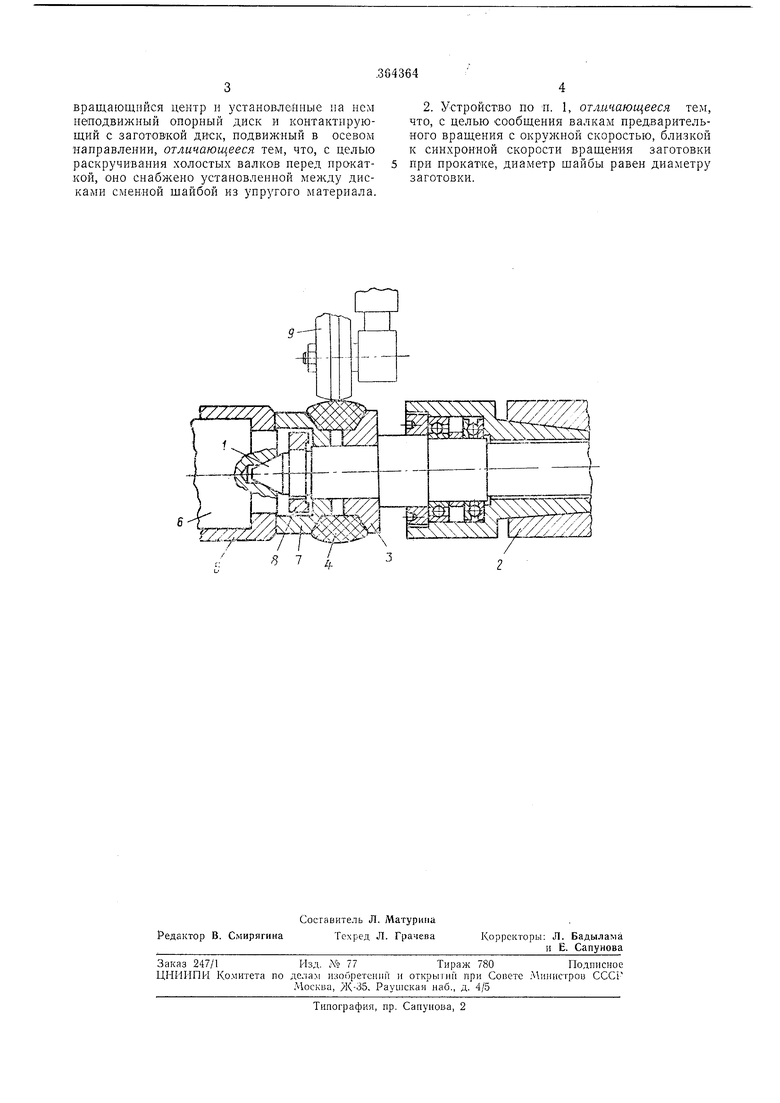
На чертеже изображено предлагаемое устройство в разрезе.
Устройство включает вращающийся центр 1, вставленный в пшюль 2 задней бабки станка, опорный диск 3, зпругую, например из рези2
ны, шайбу 4, диаметр которой равен диаметру заготовки 5, надетой на вращающуюся оправку 6, подвижный в осевом направлении, контактирующий с заготовкой и поджимающий ее к торцу оправки диск 7 и регулировочную гайку 8.
Работает устройство следующим образом.
В центровочное отверстие оправки 6 с заготовкой 5 вводят центр 1. Перемещением пиноли 2 при этом подвил ный диск 7 досылает заготовку на оправку и сжи.мает шайбу 4. Затем включают привод вращения оправки, и осевое перемещение получают сведенные к центру холостые валки 9, которые, вступая в контакт с вращающейся шайбой, получают вращение с окружной скоростью, практически -синхронной со скоростью вращения заготовки. Регулировка усилия поджатия заготовки к оправке осуществляется регулировочной гайкой 8. Вращающиеся валки при контакте с вращающейся заготовкой исключают налипание .металла на валок, что способствует повышению качества поверхности готового изделия, увеличивает стойкость валков и производительность станка за счет увеличения режимов обработки.
Предмет изобретения
1. Устройство для поджатия заготовки к торцу оправки при прокатке, включающее
вращающийся центр и установленные па нем неподвижный опорный диск и контактирующий с заготовкой диск, подвижный в осевом направлении, отличающееся тем, что, с целью раскручивания холостых валков перед прокаткой, оно снабжено установленной между дисками смежной шайбой из упругого материала.
2. Устройство по п. 1, отличающееся тем, что, с целью сообщения валкам предварительного вращения с окружной скоростью, близкой к синхронной скорости вращения заготовки при прокатке, диаметр шайбы равен диаметру заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОПЕРЕЧНОЙ ПРОКАТКИ ЦИЛИНДРИЧЕСКИХ ОБОЛОЧЕК | 1969 |
|
SU235704A1 |
| Устройство для торцовой раскатки осесимметричных изделий | 1985 |
|
SU1291260A1 |
| Способ изготовления колец шарикоподшипников и устройство для его осуществления | 1987 |
|
SU1733171A1 |
| Патрон поворота трубы стана пилигримовой прокатки | 1978 |
|
SU738700A1 |
| Устройство для изготовления профильных трубчатых изделий | 1980 |
|
SU902959A1 |
| Устройство для поджатия заготовки к торцу оправки | 1974 |
|
SU486821A1 |
| Устройство для прокатки колец шарикоподшипников | 1988 |
|
SU1803240A1 |
| Стан поперечной прокатки полыхпРОфильНыХ издЕлий C пЕРЕМЕННыМВНуТРЕННиМ диАМЕТРОМ | 1978 |
|
SU795685A1 |
| Устройство для установки оправки трубопрокатного стана | 1981 |
|
SU982831A1 |
| Устройство для поперечной резки цилиндрических заготовок | 1990 |
|
SU1712165A1 |
