Известнь устройства для холодной поперечной прокатки высокоточных цилиндрических изделий, выполнениые в виде приставки к токарному станку и включающие станину со стойками, связанными стяжиыми направляющими колоннами, по которым перемещается рабочая клеть с приводом от гидро.цилиндра, приводную оправку, закрепленную на передней бабке, и заднюю бабку.
Особенность предлагаемого устройства заключается в том, что, с целью увеличения жесткости привода перемещения клети, а также сокращения габаритов и веса устройства, каждая из направляющих колонн выполнена в виде полого двустороннего щтока с неподвижно закрепленным на нем порщием, разА1ещенны,м в корпусе подвижного гидроцилиндра, на котором закреплена рабочая клеть, а задняя бабка снабжена приводом поперечного перемещения. Кроме того, «а основании бабки закреплен откидной рычаг с самоустанавливающимся грибком, рабочий профиль которого соответствует профилю наружной поверхности заготовки. Это облегчает надевание заготовки на оправку. Для поджатия заготовки к концу оп-равки и предотвращения по-ворота заготовки относительно оправки на вращающейся пиноли задней бабки закреплена торцовая подпружиненная щайба, рабочий профиль которой соответствует профилю наружной псверхности загоTOBKli.
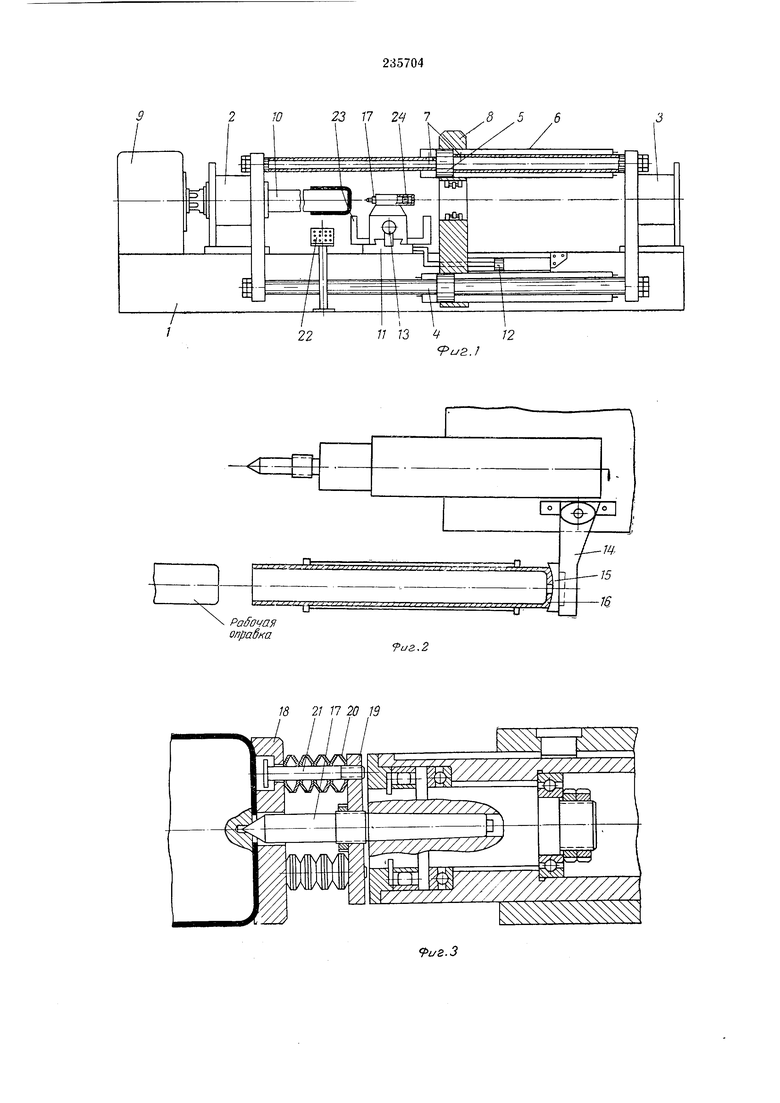
На фиг. 1 представлено устройство для поперечной прокатки цилиндрических оболочек,
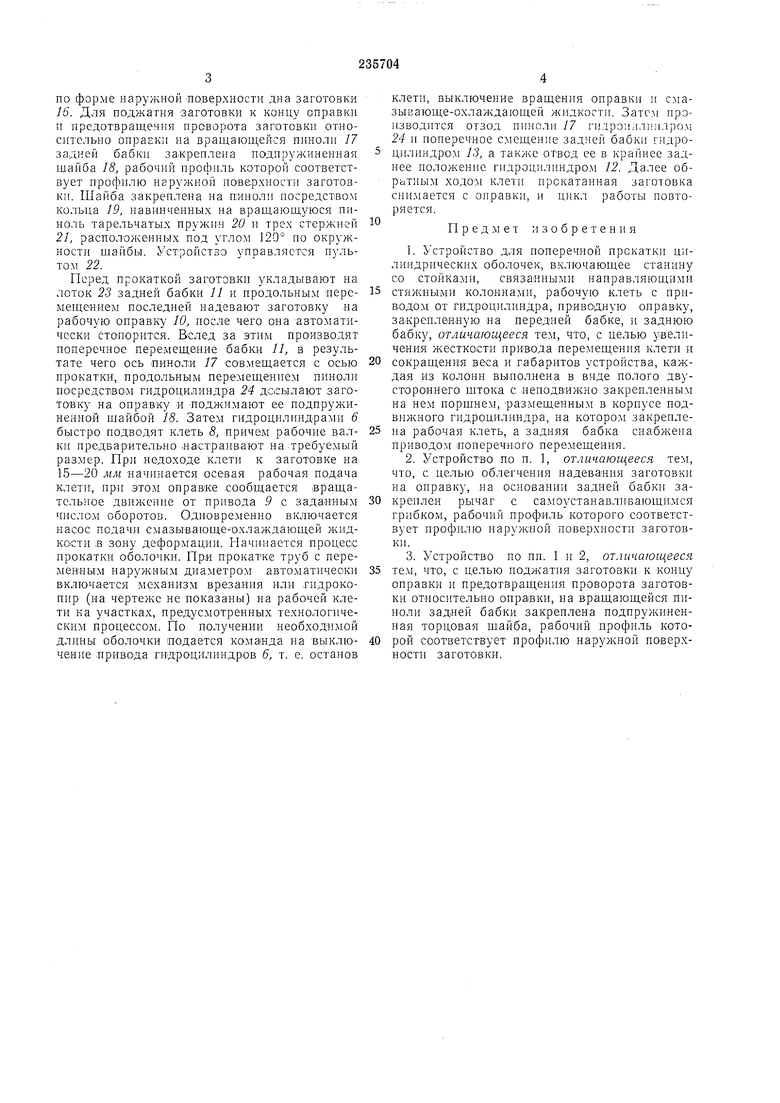
общий вид; на фиг. 2 - задняя бабка с закрепленным на ее основании рычагом; на фиг. 3 - задняя бабка с подпружиненной торцовой щайбой.
Устройство содержит станину / с передней 2
п задней 5 стойками. Стойки соединены четырьмя стяжными направляющими колоннами, которые выполнены в виде полых двусторонних штоков 4 с неподвилшо закрепленными на иих поршнями 5, размещенными в корпусах гидроцилиндров 5. Рабочая жидкость в полости гидроцилиндров подводится через отверстия 7. На кориусах гидроцилиндров закреилена рабочая клеть 8 с неприволчыми валками (на чертеже не показаны). В передней стойке 2
размещен щпиндель (не показан) привода 9 передней бабки, к KOTOipOMy крепят вращающуюся оправку 10.
Для поддержания консольного конца оиравки .между штоками установлена задняя бабка
//, которая может перемещаться в продольном направлеиип при помощи гидроцилиндра 12 и в поперечном - при помощи гидроцилиндра 13. На основании задней бабки закреплен рычаг 14 с самоустанавливающимся смеииым
по форме наружной поверхности дна заготовки /6. Для поджатия заготовки к концу оправки и предотвращения проворота заготовки относительно опраЕКи на вращающейся пнноли 17 задней бабки закреплена подпружиненная щайба 18, рабочий профиль которой соответствует профилю наружной поверхности заготовки. Шайба закреплена на пинолп посредством кольца 19, нав1шченных на вращающуюся пиноль тарельчатых пружи н 20 и трех стержцей 21, расположенных под углом 120° по окружности шайбы. Устройстзо управляется пультом 22.
Перед прокаткой заготовки укладывают на лоток 23 задней бабки // и продольным перемещением последней надевают заготовку на рабочую оправку 10, после чего она автоматически стопорится. Вслед за этим производят поперечное перемещение бабки 11, в результате чего ось пиноли 17 совмещается с осью прокатки, продольным перемещением пиноли посредством гидроцилиндра 24 досылают заготовку на оправку и :поджимают ее подпружиненной щайбой 18. Затем гидроцилиндрами 6 быстро подводят клеть 8, причем рабочие валки предварительно аастраивают на требуемый размер. При недоходе клети к заготовке на 15-20 мм начинается осевая рабочая цодача клети, при этом оправке .сообщается вращательное движение от привода 9 с заданным числОМ оборотов. Одновременно включается насос подачи смазывающе-охлаждающей жидкости в зону деформации. Пачи нается процесс прокатки оболочки. При прокатке труб с переменным наружным диаметром автоматически включается механизм врезания или гидрокопир (на чертеже не показаны) на рабочей клети на участках, предусмотренных технологическим процессом. По получении необходимой длины оболочки подается команда на выключение привода гидроцилиндров 6, т. е. останов
клети, выключение вращення оиравки и смазывающе-охлаждающей жидкости. Затем производится отвод ииноли /7 гидрои11ли;|дром 24 и иоперечное смещение задней бабки гидроцилиндром 13, а также отвод ее в крайнее заднее ноложение гидроцилиндром 12. Далее обратным ходом клети ирокатаииая заготовка сиимается с оправки, и цикл работы иовторяется.
Предмет изобретения
1.Устройство для поперечной прокатки цилиндрических оболочек, включающее станину со стойками, связанными направляющими стяжными колоннамн, рабочую клеть с приводом от гидроцилиндра, приводную онравку, за.кренленную на передней бабке, и заднюю бабку, отличающееся тем, что, с целью увеличения жесткости привода перемещения клети и сокращения веса и табаритов устройства, каждая из колоии выполнена в виде полого двустороннего щтока с неиодвяжно закрепленным на нем порщнем, размещенным в корпусе подвижного гидроцилиндра, на котором закреилена рабочая клеть, а задняя бабка снабжена приводом поперечного перемещения.
2.Устройство по п. 1, отличающееся тем, что, с целью облегчения надевания заготовки на оправку, на основании задней бабкн закреплен рычаг е самоустанавливающимся грибком, рабочий профиль которого соответствует профилю наружной поверхиости заготовки.
3.Устройство по пп. 1 и 2, отличающееся тем, что, с целью поджатия заготовки к концу оправки и предотвращ,ения проворота заготовки относительно оправки, па вращающейся П 1иоли задней бабки закреплена подпружиненная торцовая щайба, рабочий профиль которой соответствует профилю наружной поверхности заготовки.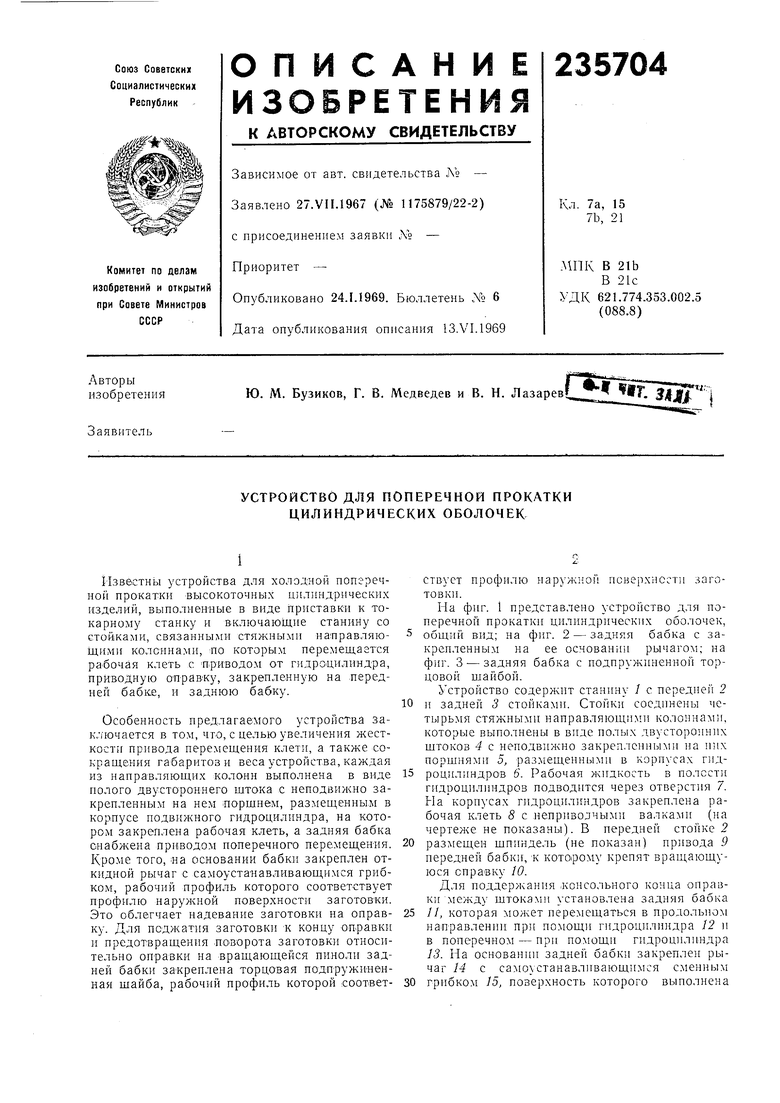
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ротационного выдавливания | 1987 |
|
SU1493355A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЦЕНТРОВАНИЯ ЗАГОТОВОК ТИПАВАЛОВ | 1972 |
|
SU344939A1 |
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |
| УСТРОЙСТВО ДЛЯ ПОДЖАТИЯ ЗАГОТОВКИ К ТОРЦУ | 1973 |
|
SU364364A1 |
| Устройство для ротационного выдавливания тонкостенных цилиндров | 1972 |
|
SU446340A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ КОЛЕЦ НЕПРАВИЛЬНОЙ ФОРМЫ | 1969 |
|
SU252812A1 |
| УСТРОЙСТВО ДЛЯ ПОПЕРЕЧНОЙ ПРОКАТКИ ТРУБ | 1973 |
|
SU384583A1 |
| СТАН ПОПЕРЕЧНОЙ ПРОКАТКИ ПОЛЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2039617C1 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| Рабочая клеть стана поперечной прокатки полых профильных изделий | 1978 |
|
SU727296A1 |