1
Изобретение относится к листовой штамиовке и может быть использовано для механизированной периодической подачи заготовки в штампы лрл вырубке деталей непосредственно из листа.
Известны устройства для штамповки деталей из листа, содержащие установленные на основании пресса вырубные пуансоны, а также механизмы для периодической поперечной и двусторонней продольной подачи обрабатыБаемого листа в горизонтальной плоскости.
Предлагаемое устройство отличается от известных тем, что оно снабжено установленным на основании неподвижным, ограничивающим продольное перемещение листа, упором, имеющим две противолежащие рабочие поверхности. Устройство снабжено также двумя группами подвижных двухступенчатых упоров с соответствующим ширине вырубаемых деталей расстоянием между вертикальными рабочими поверхностями расположенных одна над другой ступеней. Эти упоры установлены на основании пресса в один ряд по направлению продольной подачи по обе стороны от вырубных пуансонов с приводом обеих групп в периодическое возвратно-поступательное противоположно направленное движение по вертикали. Причем, вырубные пуансоны расположены по обе стороны от неподвижного упора на одинаковых расстояниях от рабочих поверхностей последнего. Это повышает точность подачи листа.
Подвижные улоры .могут быть выполнены в виде вращающихся роликов.
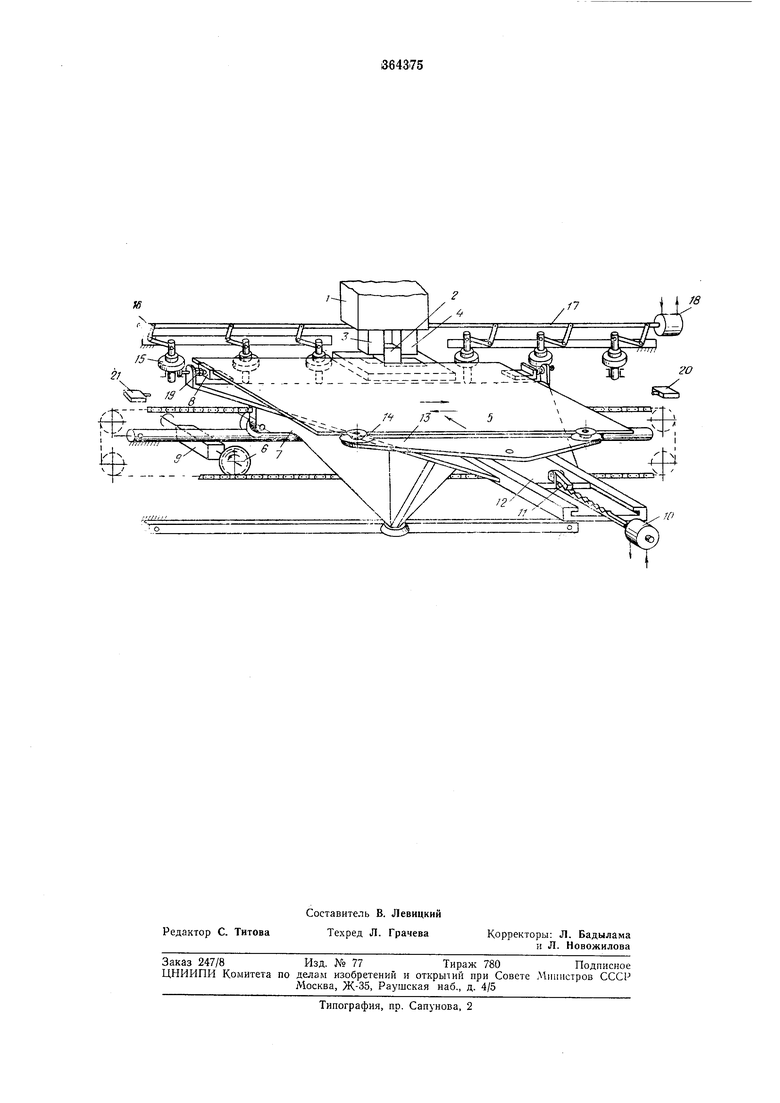
Па чертеже изобрал ено предлагаемое устройство.
Устройство содержит установленный на основании пресса (не изображен) штамп 1, на нижней части которого смонтирован неподвижный упор 2, по обе стороны от которого на равных расстояниях в верхней части штампа размещены вырубные пуансоны: левый 3 и правый 4.
Кроме того, на том же основании пресса установлен узел продольной подачи листа 5, выполненный в виде приводимого от вала пресса цепного механизма 6, связанного с кареткой 7 продольной подачи, несущей подпружиненные толкатели 8, расположенные с двух сторон от обрабатываемого листа.
Паправление перемещения каретки продольной подачи определяется реверсирующим узлом 9.
Узел поперечной подачи листа смонтирован на каретке продольной подачи и представляет собой приводимую в периодическое поступательное перемещение пневмоцилиндром 10 с помощью храпового механизма 11 лолзушку 12, на которой шарнирно установлен качающийся толкатель 13, выполненный в виде двуплечего рычага с роликами 14 на концах. Для ограничения поперечной подачи на основании пресса предусмотрены двухступенчатые роликовые упоры 15, установленные на двуплечих рычагах 16, передающих с помощью щтанги 17 от пневмоцилиндра 18 движение по вертикалИ двухступенчатым упорам, которые расположены двумя группами (слева и справа) от штампа. Причем, движение групп упоров осуществляется в противоположных направле- 10 ниях таким образом, чтобы на уровне плоскости подачи с одной стороны штампа находились ступени с .меньшим диаметром, а с другой - с большим. Разница между упомянутыми элементами принята равной двойной шири- 15 не вырубаемых из листа деталей. Устройство работает следующим образом. Обрабатываемый лист 5 укладывают на реборды роликов 14 качающегося толкателя и полки подпружиненных толкателей, после 20 чего пневмоцилиндром 10 прижимают к малым диаметрам двухступенчатых роликовых упоров 15 левой группы. Лист подают до левой рабочей поверхности неподвижного упора с прижимом листа к последнему пружинами 25 19 толкателя 8. На чертеже изображена продольная подача слева направо. Затем включают пресс и вырубают деталь левым пуансоном 3. После подъема пуансона лист перемещается до упора и там далее до оконча- 30 ния вырубки всего ряда. При продольном перемещении листа по мере вырубки деталей его постоянно прижимают образовавшейся боковой кромкой к поверхности большего диаметра правой группы подвижных упоров. В конце продольного Перемещения срабатывает концевой выключатель 20, включая пневмоцилиндр 18, который перемещает подвижные упоры правой группы вниз, а упоры левой группы - вверх. Вместе с тем включают в ра- 40 боту пневмоцилиндр 10 поперечной подачи и перемещают лист вперед до упора в поверх535 ность с меньшим диаметром. После этого срабатывает узел реверса продольной подачи, включается пресс, и лист начинает перемещаться справа налево до правой рабочей поверхности неподвижного упора, при этом за каждый ход пресса детали вырубаются правым пуансоном 4. После окончания вырубки следующего ряда с помощью концевого выключателя 21 цикл повторяется до тех пор. пока лист ие будет переработан полностью, и ползущка 12 узла поперечной подачи не окажется в крайнем переднем положении, после чего ее возвращают в исходное положение, Предмет изобретения 1. Устройство для вырубки деталей из листа, содержащее установленные на основании пресса вырубные пуансоны, а также механизмы для периодической поперечной и двусторонней продольной подачи обрабатываемого листа в горизонтальной плоскости, отличающееся тем, что, с целью повышения точности подачи, оно снабжено установленным на основании неподвижным, ограничивающим продольное перемещение листа, упором, имеющим две противоположные рабочие поверхности, и подвижными с соответствующим ширине вырубаемых деталей расстоянием мелсду вертикальными рабочими поверхностями расположенных одна над другой ступеней двумя группами двухступенчатых упоров, размещенных в один ряд по направлению продольной подачи, установленными по обе стороны вырубных пуансонов с возможностью периодического возвратно-поступательного противоположно направленного движения по вертикали, а вырубные пуансоны установлены по обе стороны от неподвижного упора на одинаковых расстояниях от рабочих поверхностей последнего. 2. Устройство по п. 1, отличающееся тем, что подвижные упоры выполнены в виде вращающихся роликов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вырубки деталей из листа | 1984 |
|
SU1207566A1 |
| ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ | 1973 |
|
SU383500A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТОГО МЕТАЛЛИЧЕСКОГО ПРОФИЛЯ И ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581687C2 |
| Устройство для зигзагообразной штамповки | 1979 |
|
SU948496A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЙКОВЫХ ПОЛУСЕПАРАТОРОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2070462C1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| Штамп с отключаемыми пуансонами | 1987 |
|
SU1609536A1 |
| Способ последовательной штамповки | 1990 |
|
SU1801678A1 |
| Штамп для вырубки деталей из листового материала | 1975 |
|
SU599893A1 |
| ВЫРУБНОЙ ШТАМП | 1972 |
|
SU332894A1 |